Einführung
Was ist Tiefziehen?
Tiefziehen ist ein Umformverfahren zur Herstellung nahtloser, einseitig geschlossener Blechteile mit einer Tiefe größer als ihr Radius. Tiefgezogene Teile erreichen ihre Form durch das Ziehen von Metall in eine Kavität und nicht durch das Strecken oder Dünnen über eine Matrize, sodass die ursprüngliche Blechdicke von Anfang bis Ende im Wesentlichen gleich bleibt. Ein Tiefziehteil erkennt man an seiner Tiefe und seinen glatten, abgerundeten Ecken. Beispiele reichen von Dosen, Töpfen, Fässern und Druckgasflaschen bis hin zu Ösen, Spülbecken und Karosserieblechen.
Einfache Teile können in einem einzigen Schritt in ihre fertige Form gezogen werden, während komplexe Formen, einschließlich besonders tiefer Teile, möglicherweise mehrere Schritte erfordern. Tiefziehen wird typischerweise in Kombination mit anderen Techniken wie Stanzen und Lochen verwendet, um ein fertiges Produkt zu erzeugen. In einigen Fällen können alle Schritte mit einem einzigen Tastendruck abgeschlossen werden.


Vorteile des Tiefziehens
Tiefziehen gibt es schon seit Jahrhunderten und das aus gutem Grund. Der Prozess ist genau und wiederholbar mit vielen Vorteilen:
- Keine Nähte: Das Tiefziehen erzeugt einheitliche und nahtlose Formen, wodurch potenzielle Schwachstellen im fertigen Teil reduziert werden.
- Festigkeit: In einigen Fällen kann die Materialhärtung während der Verformung die Festigkeit von Teilen erhöhen.
- Gleichmäßigkeit: Tiefgezogene Teile haben eine hohe Gleichmäßigkeit vom Beginn einer Produktion bis zum Ende.
- Schnelle Zykluszeit: Pressen, die für das Tiefziehen eingerichtet sind, können schnell getaktet werden, was die Produktion großer Teilemengen sehr effizient macht.
- Reduzierter technischer Arbeitsaufwand: Das Tiefziehen kann automatisiert werden, wodurch die Arbeitskosten erheblich gesenkt werden.
- Geringer Wartungsaufwand: Deep-Draw-Setups erfordern weniger laufende Wartung als konkurrierende Prozesse.
- Schnellere Montage: Durch Tiefziehen können Formen mit einem geschlossenen Ende erstellt werden, wodurch die Notwendigkeit für Fertigung oder Schweißen als Sekundärprozesse reduziert oder eliminiert wird.
Wann sollte man Tiefziehen verwenden?
Tiefziehen funktioniert am besten mit duktilen Metallen. Im Allgemeinen sollte jedes Metall, das zu Blech kaltgewalzt werden kann, eine ausreichende Duktilität zum Tiefziehen aufweisen, aber auch Materialeigenschaften wie Kaltverfestigung oder Anisotropie müssen möglicherweise berücksichtigt werden. Geeignete Materialien umfassen Aluminiumlegierungen, Messing, Kupfer und Kupferlegierungen, Titan, kaltgewalztes kohlenstoffarmes Stahlblech und einige rostfreie Stähle.
Ideale Formen für das Tiefziehen sind Rechtecke und achsensymmetrische Strukturen wie Zylinder oder Halbkugeln, aber der Prozess kann auch komplexere Formen verarbeiten.
Abhängig von der herzustellenden Form können die Werkzeug- und Rüstkosten stark variieren. Bei einfachen Formen können die Kosten niedriger sein als bei anderen Verfahren, aber mit zunehmender Komplexität gehen auch höhere Kosten einher. In einigen Fällen können diese Kosten durch die minimale Ausfallzeit des Tiefziehens, den geringen Wartungsaufwand und den geringeren technischen Arbeitsaufwand während der Lebensdauer des Produkts ausgeglichen werden. Zu den Faktoren, die die Komplexität erhöhen können, gehören:
- Vorhandensein und Position von Teilemerkmalen
- Richtung der Funktionen
- Überstand von Funktionen
- Teilegröße und -verhältnisse, einschließlich Materialstärke

Prozessüberlegungen
Bei der Konstruktion eines Tiefziehteils sollten folgende Überlegungen berücksichtigt werden:
- Verfahren
- Jährliches Produktionsvolumen
- Zielproduktionsraten
- Zielpreise
- Fertigteilform und Toleranzen
- Formungsverlauf und Stufenzahl
- Materialart und mechanische Eigenschaften
- Materialqualität, Wärmebehandlungszustand
- Ziehbarkeit: Plastisches Dehnungsverhältnis und Kaltverfestigung
- Anisotropie
- Größe, Form und Dicke des Rohlings
- Pressen
- Mehrplatz oder Einzelplatz
- Transfer oder progressiv
- Einfachwirkend oder doppeltwirkend
- Dämpfungseigenschaften
- Werkzeuge
- Werkzeugschnellwechselfunktion
- Single Action stirbt
- Double Action stirbt
- Compound stirbt
- Progressive stirbt
- Mehrfachmatrizen mit Transfermechanismen
Alternative Verfahren
In bestimmten Fällen können andere Verfahren verwendet werden, um ähnliche Ergebnisse zu erzielen. Zu diesen Prozessen gehören:
- Hydroforming: Ein fortschrittliches Verfahren zur Blech- und Rohrumformung, das hydraulischen Druck anstelle eines festen Stempels verwendet, um Geometrien herzustellen, die nicht für das Tiefziehen geeignet sind, einschließlich hinterschnittener oder ausgebeulter Formen.
- Spinnen: Ein für einige achsensymmetrische Teile geeignetes Verfahren, bei dem ein rotierender Rohling gegen einen geformten, konzentrischen, rotierenden Dorn verformt wird. Die Werkzeugkosten sind in der Regel niedriger als beim Tiefziehen, aber die Zykluszeiten sind länger und das Einrichten erfordert möglicherweise einen erfahreneren Maschinenprogrammierer.
- Fertigung: Für Prototyping oder Kleinserien können Teile aus mehreren Blechen durch Schweißen oder andere Fügeverfahren hergestellt werden. In den meisten Fällen ist die Fertigung nur dann sinnvoll, wenn das Produktionsvolumen nicht hoch genug ist, um die Kosten für dedizierte Werkzeuge zu rechtfertigen.
Der Tiefziehprozess
Überblick
In seiner einfachsten Form verwendet das Tiefziehen einen Stempel, um einen Blechrohling in einen Formhohlraum zu drücken, um ein hohes, glattes, geschlossenes Teil mit der gleichen Blechdicke wie der Rohling herzustellen. Um das Fließen des Metalls zu fördern, müssen die Einführung der Matrize und die Nase des Stempels abgerundet sein, der Durchmesser des Stempels muss innerhalb eines für das Material akzeptablen Größenbereichs liegen und die Abstände zwischen Stempel und Matrize müssen sorgfältig reguliert werden. Zu viel Spiel, und das Teil wird falten. Zu wenig, und das Teil reißt. Viele Tiefzieh-Setups fügen einen Blankhalter und ein Druckpolster hinzu, um Defekte zu minimieren und tiefere Ziehungen zu ermöglichen.
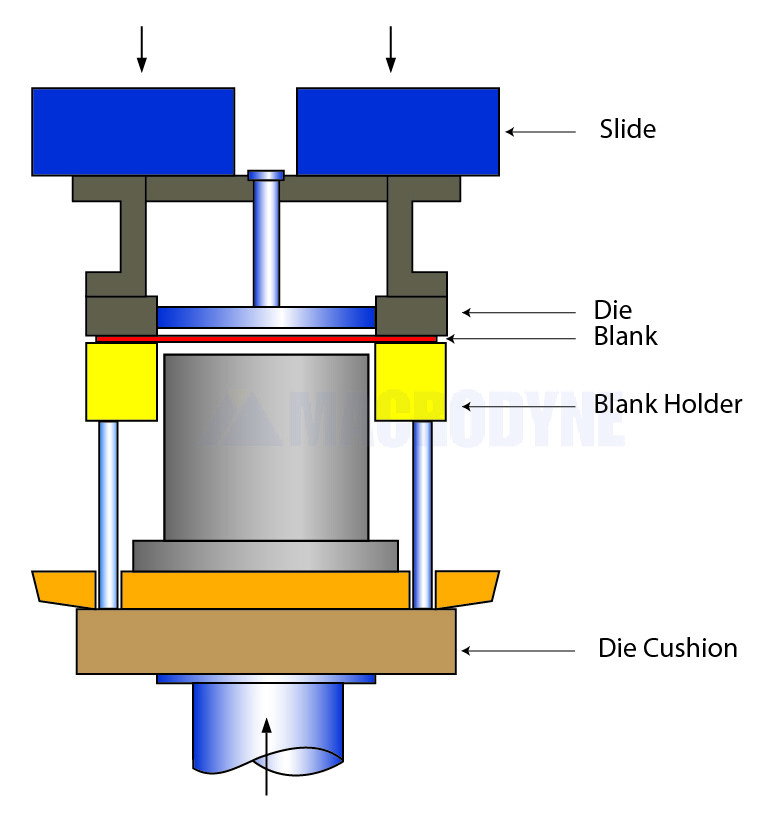
Ein Niederhalter ist eine flache oder konturierte Platte mit einer Öffnung in der Mitte für den Stempel. Während des Ziehens übt der Niederhalter Druck aus, um den Rohling in Kontakt mit der Werkzeugstirnfläche zu halten. Dieser Druck trägt dazu bei, der Neigung des Blechs zur Faltenbildung durch Ringdruckspannungen entgegenzuwirken, die sich um den Einlaufradius des Werkzeughohlraums aufbauen. Die erforderlichen Niederhalterkräfte variieren mit der Materialstärke. Dicke Rohlinge mit einem Dicke-zu-Durchmesser-Verhältnis von 0,03 oder mehr erfordern keine oder nur eine geringe Haltekraft, während dünne Rohlinge bis zu 30 % der Ziehkraft erfordern können.
In einigen Fällen muss auch eine Dämpfungskraft aufgebracht werden, um den Rohling gegen die Nase des Stempels zu halten, um ein Ausdünnen oder Reißen zu verhindern. Während des Ziehens drückt ein Druckkissen gegen den Rohling und hält ihn in Kontakt mit der Nase des Stempels. Dies trägt dazu bei, der Tendenz des Blechs, sich aufgrund von Zugspannungen zu dehnen oder zu reißen, entgegenzuwirken, wenn sich der Zuschnitt um die Stanznase wickelt. Die Druckkissenkraft erfordert typischerweise die Verwendung einer doppelt wirkenden Presse mit Ziehkissenfähigkeiten.
Erfolgsfaktoren
Eine umfassende Betrachtung aller Parameter, die das Tiefziehen beeinflussen, würde den Rahmen dieses Artikels sprengen. Stattdessen werden wir uns einige Schlüsselfaktoren ansehen: Spiel, Ziehreduzierungsverhältnis, Stempel- und Niederhalterkraft und häufige Fehler.
Spielraum
Ein fehlerfreies Tiefziehen hängt vom richtigen Stempel- und Matrizenspiel ab. Zu wenig, und das Material wird durchstochen oder zerrissen, anstatt in den Formhohlraum zu fließen. Zu viel, und das Werkstück wird knittern. Beim Tiefziehen liegen die Spielwerte tendenziell zwischen 107 und 115 % der Blechdicke. Im Gegensatz dazu beträgt das Spiel beim Schneiden etwa 3 bis 8 % der Blechdicke.
Zugreduzierungsverhältnis
Das Zwingen eines Rohlings in einen Formhohlraum verringert den Durchmesser des Rohlings und erzeugt eine Umfangskompressionsspannung, wenn sich der Rohling über den Einlaufradius der Form verformt. Je größer die Durchmesserreduzierung, desto höher die Belastung. Je höher die Spannung, desto größer der Strömungswiderstand. Wenn der Fließwiderstand die Zugfestigkeit des Rohlings überschreitet, dehnt oder reißt der Rohling in der Nähe der Nase des Stempels.
Um diese Situation zu vermeiden, muss der Prozess so ausgelegt werden, dass der Durchmesser des Rohlings nicht mehr als vom Material toleriert wird. Dieses limitierende Ziehverhältnis (LDR) variiert je nach Material, Dicke und der Anzahl der bereits gezogenen Teile. Ziehverhältnisse sind typischerweise mit den Spezifikationen des Rohmaterials in einer Ziehreduktionstabelle enthalten. Überschreitet die Reduzierung beim Tiefziehen diese Grenze, muss das Teil stufenweise gezogen werden.
Beispiel: Berechnung der Rohteilgröße und Anzahl der Ziehungen für einen zylindrischen Becher
Um dieses Konzept zu veranschaulichen, werden wir die grundlegenden Berechnungen durchgehen, um zu bestimmen, wie viele Züge erforderlich wären, um einen flanschlosen zylindrischen Becher mit einer Höhe von 6 Zoll und einem Durchmesser von 4 Zoll herzustellen. Ein Becher mit einem beibehaltenen Flansch oder einer komplexeren Form würde komplexere Berechnungen erfordern, aber die zugrunde liegenden Konzepte bleiben gleich.
Berechnen Sie zunächst die Rohlingsgröße. Da die Blechdicke beim Tiefziehen im Wesentlichen gleich bleibt, entspricht die Oberfläche des Fertigteils zuzüglich des restlichen Flanschmaterials der Oberfläche des Rohlings. In unserem Beispiel eines zylindrischen Topfes ohne Flansch können wir das benötigte Rohteilmaß mit folgender Formel berechnen:
Wobei R b = Radius des Rohlings, R c = Radius des Bechers und H = Höhe des Bechers
Für eine Tasse von 6 x 4 Zoll ergibt diese Berechnung einen Rohlingsdurchmesser von 10,58 Zoll.
Berechnen Sie als Nächstes die Zugreduzierung, die erforderlich ist, um den Durchmesser unseres endgültigen Teils zu erreichen. Teilen Sie dazu den Teiledurchmesser durch den Rohlingdurchmesser und ziehen Sie diese Zahl von 1 ab:
Wobei D c = Durchmesser des Bechers und D b = Durchmesser des Rohlings.
Die Reduktion für unseren Beispielbecher beträgt ca. 62 %. Zur Vereinfachung der Berechnung nehmen wir an, dass der LDR unseres Rohlings 2,0 für den ersten Zug, 1,5 für den zweiten und 1,25 für den dritten beträgt. Diese bedeuten eine Ermäßigung von 50 % für die erste Ziehung, 30 % für die zweite und 20 % für die dritte. Da der Becher eine Gesamtreduktion von mehr als 50 % erfordert, erfordert der Prozess mehr als eine Stufe.
In der ersten Stufe kann der Topfdurchmesser um 50 % reduziert werden, so dass sich ein Zwischenteildurchmesser von 5,29″ ergibt. In der zweiten Stufe kann der Topfdurchmesser um bis zu 30 % reduziert werden. Das Ziehen bis zu dieser Grenze würde zu einem Teiledurchmesser von 3,70 Zoll führen. Dieser Durchmesser ist kleiner als die angegebenen 4″, sodass der Becher sicher in 2 Stufen gezogen werden kann.

Ursachen und Vorbeugung häufiger Fehler
Beim Tiefziehen lassen sich viele Fehler durch eine sorgfältige Teilekonstruktion vermeiden. Designstrategien umfassen:
- Komplexität und Asymmetrie reduzieren
- Planung der Rohlingsgeometrie, um überschüssiges Material zu minimieren
- Anpassung der Kornorientierung zur Minimierung von Spannungen in asymmetrischen Designs
- Verwendung von CAD und Finite-Elemente-Modellierung zur Optimierung von Fortschritts- und Werkzeugkonstruktionen vor der Herstellung von Werkzeugen. Simulationen können erhebliche Arbeits- und Werkzeugkosten einsparen, indem teure Trial-and-Error-Prozessrevisionen vermieden werden.
Erfolgreiches Tiefziehen erfordert ein Bewusstsein für Duktilität und Metallfließprinzipien. Dickere Materialien vertragen das Tiefziehen aufgrund ihres Volumens und ihrer Dehnungsfähigkeit über größere Distanzen besser als dünne Materialien; Zu große Rohlinge können jedoch den Metallfluss behindern. Die meisten Tiefziehfehler sind das Ergebnis eines oder mehrerer der folgenden Faktoren:
- Unsachgemäße Kraftverteilung
- Nichtberücksichtigung der Materialeigenschaften des Rohlings
- Ein falsches Ziehverhältnis
- Falsches Reibungsmanagement
Nachfolgend finden Sie kurze Beschreibungen häufiger Fehler und Möglichkeiten, diese zu vermeiden.
Ohrstück
Ein welliger oberer Rand an einem gezogenen Teil, Ohrring ist ein Nebeneffekt der Verwendung von anisotropen Rohlingmaterialien. Wenn ein Blech in einer ebenen Richtung stärker ist als in anderen, bildet die bevorzugte Richtungsströmung Ohren an der Oberseite des Teils. Die gängigste Lösung besteht darin, genügend zusätzliches Material auf dem gezogenen Teil zu belassen, um das Beschneiden zu ermöglichen. Eine zusätzliche Materialbearbeitung kann auch die Anisotropie mit erhöhten Kosten reduzieren.
Faltenbildung
Eine Reihe von radialen Rippen im Flansch des Teils, Falten werden typischerweise durch einen ungleichmäßigen Metallfluss verursacht. Falten können als vertikale Defekte erscheinen, wenn die Grate in die Matrize eingezogen werden. Die richtige Handhabung der radialen Ziehspannung und der Umfangskompressionsspannung kann Falten reduzieren oder eliminieren. In einigen Fällen können mehrere Reduzierungen erforderlich sein. Falten können vermieden werden, indem Niederhalter verwendet, Stempel- und Matrizenradien modifiziert, die Größe oder Form des Rohlings angepasst und die Positionierung des Ziehrohlings vermieden werden. Bei Verwendung eines Niederhalters kann eine zu geringe Niederhalterkraft zu Faltenbildung führen. Bei Dickenverhältnissen von 0,5 % oder weniger sind Niederhalter möglicherweise nicht wirksam.
Verwenden von Ziehperlen
Ziehraupen können dazu beitragen, den Metallfluss zu steuern, ohne dass übermäßige Kraft des Blechhalters erforderlich ist. Eine erhabene Kontur, die die Werkzeugkavität umgibt, zwingt eine Ziehraupe zum Biegen und Abbiegen der Platine, wenn sie sich der Kavität nähert, und reguliert den Materialfluss ohne zusätzliche Kraft des Blechhalters.
Ausdünnen und Reißen
Wenn Spannungen in der vertikalen Wand des Teils nicht richtig berücksichtigt werden, kann der Rohling in der Nähe der Vorderkante des Stempels dünner werden oder reißen. Dünner werden und Reißen sind in der Regel das Ergebnis von Überschreitung des Grenzziehverhältnisses des Materials, zu hoher Niederhalterkraft, unzureichendem Stempel- / Matrizenspiel, einer falschen Rohlingsform, schlechter Schmierung oder Werkzeugfehlern wie Oberflächenkratzern oder Grübchen, die die Reibung erhöhen. Wenn an den Ecken Risse auftreten, kann dies auf ein Problem mit der Geometrie des Rohlings oder zu kleinen Radien hinweisen.
Reibungsmanagement: Schmierung und Oberflächengüte
Reibung zwischen Rohling und Werkzeugoberfläche kann einen großen Einfluss auf die Qualität des Fertigteils haben. Eine Reduzierung des Reibungskoeffizienten kann den Materialfluss fördern, die Verteilung der Materialspannung verbessern und die Werkzeugstandzeit erhöhen. Um die Reibung zu vermeiden, sollten die Oberflächen der Matrize und des Blechhalters geschliffen und geläppt werden, um sicherzustellen, dass sie so glatt wie möglich sind, und vor dem Ziehen sollten beide Seiten des Rohlings geschmiert werden. Übliche Schmiermittel für das Tiefziehen umfassen Öl, Seife, Emulsionen und Wachse. Bei Verwendung eines Schmiermittels muss die Niederhalterkraft möglicherweise erhöht werden, um den erhöhten Metallfluss zu berücksichtigen. Stellen Sie sicher, dass das verwendete Schmiermittel für die Temperaturen und Drücke des Prozesses geeignet ist.
Drücken Sie Konfiguration
Um eine Presse für die Herstellung eines Tiefziehteils zu konfigurieren, ist es wichtig, mit dem Herstellungsprozess dieses Teils zu beginnen. Im Idealfall basiert der Prozess auf Materialtyp, Teilespezifikationen, Produktionsvolumen, Produktionsgeschwindigkeit und Zielpreisen. Diese Faktoren haben dann einen direkten Einfluss auf den Umformverlauf des Teils, der wiederum die Spezifikationen der Presse(n) und des benötigten Werkzeugs beeinflusst.
Die folgenden Faktoren helfen, den Umformverlauf eines Teils zu bestimmen:
- Anzahl der Stufen: Je nach Teilegröße, Material und Komplexität können mehrere Reduzierungen erforderlich sein.
- Verwandte Prozesse : Einige Tiefziehteile erfordern andere Prozesse wie Stanzen und Lochen, um ein fertiges Teil zu erzeugen.
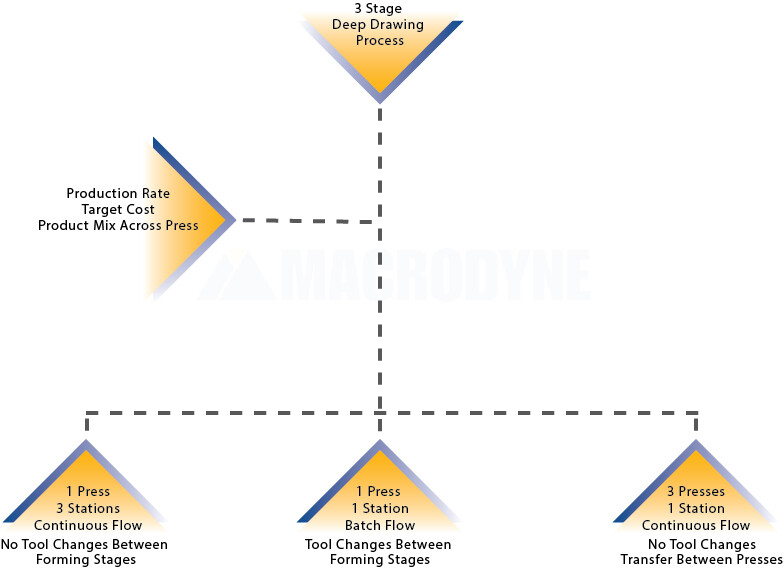
- Transfermethode: In einem Umformprozess müssen Teile von einer Stufe zur nächsten bewegt werden. Dies kann in einer einzigen Presse mit Folgeverbundwerkzeug oder mit mehreren Werkzeugen erfolgen. Bei einem Folgeverbundwerkzeug bleiben Zwischenteile an einem Restgitter hängen und bewegen sich mit dem Blech. Bei mehreren Werkzeugen muss jedes Einzelteil über einen separaten Transfermechanismus von Station zu Station bewegt werden. Beim Einsatz von mehreren Pressen müssen Einzelteile von Presse zu Presse transportiert werden.
Eine Progression kann auf unterschiedliche Weise mit unterschiedlichen Vor- und Nachteilen umgesetzt werden. Die beste Wahl findet ein Gleichgewicht zwischen wirtschaftlichen Faktoren und Qualität. Zusätzliche Überlegungen umfassen:
- Schnellwechselwerkzeuge : Bei Pressen, die für mehrere Produkte verwendet werden, können Schnellwechselwerkzeuge kostspielige Ausfallzeiten beim Wechsel von einer Produktlinie zur anderen reduzieren. Eine Druckmaschine, die einem einzelnen Produkt gewidmet ist, benötigt diese Funktion hingegen möglicherweise nicht.
- Erweiterte Funktionen : Besonders komplexe Teile können von Funktionen wie Multi-Point-Blankhaltern oder hochpräziser Multi-Point-Dämpfung profitieren.
Grundparameter
Bettgröße
Tonnagen und Geschwindigkeiten
Beim Tiefziehen muss die Stanzgeschwindigkeit gesteuert werden, um sicherzustellen, dass das Rohmaterial während des Ziehens richtig fließt. Ebenso müssen die auf den Stempel, den Blechhalter und das Kissen ausgeübten Kräfte innerhalb des akzeptablen Bereichs des Blechs gehalten werden. Andernfalls kann das Material dünner werden, reißen oder knittern. Hydraulische Pressen zeichnen sich in diesem Bereich durch ihre konstante Stößelgeschwindigkeit aus.
Die Ziehgeschwindigkeiten variieren stark je nach Material, von nur 18 Zoll/min bis zu 200 Zoll/min. Die Schließ- und Abisoliergeschwindigkeiten können viel höher sein. Auch die Tonnagen variieren erheblich und stehen in direktem Zusammenhang mit der Pressengeschwindigkeit, der Größe des Rohlings, der Form und dem Material. In den meisten Fällen werden separate Kräfte für Stempel, Niederhalter und Polster benötigt.
| Tiefziehgeschwindigkeiten für gängige Materialien | |
| Materialgeschwindigkeit | (Zoll/min) |
| Aluminium | 150-175 |
| Messing | 175-200 |
| Kupfer | 125-150 |
| Stahl | 18-50 |
| Edelstahl | 30-40 |
Schlaganfall und Tageslicht
Bei abgestreiften Flanschteilen muss zwischen dem vollständig eingefahrenen Stempel und der Matrizenfläche genügend Tageslicht vorhanden sein, um das Fertigteil aus der Presse entnehmen zu können. In der Praxis bedeutet dies Tageslicht, das dem doppelten Pressenhub entspricht. Wenn eine Presse verwendet wird, um mehr als ein Teil zu produzieren, sollten Hub und Durchgang das größte erwartete Werkzeug aufnehmen. Wenn Teile vollständig in/durch die Matrize gezogen werden können, kann der Hub verkürzt werden, um das Herausziehen von unterhalb der Matrize nach Abschluss des Ziehvorgangs zu ermöglichen. Bei einer mehrstufigen Presse müssen alle Stufen berücksichtigt werden. In einigen Fällen kann eine Zwischenteilform mehr Tageslicht erfordern als das fertige Teil.
Erweiterte Fähigkeiten
Multi-Point-Rohlingshalter und Kissen
Tiefgezogene Teile erfordern häufig die Verwendung eines Niederhalters, um Faltenbildung zu vermeiden, und eines Kissens, um ein Dehnen, Ausdünnen und Reißen zu verhindern. Je nach Form oder Komplexität eines Teils kann es erforderlich sein, unterschiedliche Kräfte auf unterschiedliche Bereiche des Rohlings anzuwenden. In diesem Szenario kann die Presse mit einem Mehrpunkt-Blankhalter und/oder einem Dämpfungssystem ausgestattet sein, das mehrere Hydraulikkreise mit jeweils eigener Steuerung verwendet, um Differenzdruck auf den Blechhalter und/oder die Dämpfung auszuüben. Beispielsweise erfordern einige rechteckige Teile an ihren Ecken deutlich unterschiedliche Kräfte im Vergleich zu ihren Seiten. Möglich machen dies Mehrfachniederhalter und/oder Polster. Um die Genauigkeit für Teile mit ungewöhnlicher Form weiter zu verbessern, kann eine Regelung mit geschlossenem Regelkreis zu Mehrpunktsystemen hinzugefügt werden.
Dämpfungsoptionen
Dämpfungssysteme sind typischerweise mit einstellbaren Stiften konfiguriert, um mehrere Werkzeuge aufzunehmen. Eine mit Kissen ausgestattete Presse kann mit oder ohne aktiviertem Kissen betrieben werden. Stand-alone Kissenboxen sind auch als Nachrüstung erhältlich, um die Fähigkeiten einer bestehenden Druckmaschine zu erweitern.

Bei Folgeverbundwerkzeuganwendungen können während des Anlaufs auch Kissen verwendet werden, um dem Werkzeug Widerstand zu verleihen und eine erhebliche außermittige Belastung zu vermeiden, wenn die Stationen nicht gleichmäßig mit Rohlingen/Teilen beladen wurden.
Blanking und Piercing
Für progressive Prozesse können Pressen mit Inline-Stanz- und Lochstanzfunktionen in Kombination mit Tiefziehen konfiguriert werden. In einigen Fällen kann der Stanzprozess erhebliche Stöße und Vibrationen erzeugen. Um diese Faktoren zu minimieren und die Werkzeug- und Pressenlebensdauer zu erhöhen, kann die Stanzstufe mit hydraulischen Dämpfern konfiguriert werden.
Besuchen Sie unsere Tiefziehseite, um mehr über kundenspezifische Tiefziehpressen zu erfahren
Kontaktieren Sie uns bezüglich Ihres Bedarfs an hydraulischen Pressen.

