Introducción
¿Qué es el dibujo profundo?
La embutición profunda es un proceso de formación de metal para crear piezas de chapa metálica sin costura que están cerradas en un extremo y tienen una profundidad mayor que su radio. Las piezas embutidas adquieren su forma introduciendo metal en una cavidad en lugar de estirar o adelgazar sobre un troquel, por lo que el grosor de la hoja original sigue siendo esencialmente el mismo de principio a fin. Una parte embutida profunda se puede reconocer por su profundidad y sus esquinas redondeadas y lisas. Los ejemplos van desde latas, ollas, barriles y cilindros de gas comprimido hasta ojales, fregaderos y paneles de carrocería de automóviles.
Las piezas simples se pueden dibujar en su forma final en un solo paso, mientras que las formas complejas, incluidas las piezas que son especialmente profundas, pueden requerir varios pasos. El embutido profundo generalmente se usa en combinación con otras técnicas como el corte y la perforación para crear un producto terminado. En algunos casos, todos los pasos se pueden completar con una sola pulsación.


Ventajas de la embutición profunda
La embutición profunda ha existido durante siglos, y por una buena razón. El proceso es preciso y repetible con muchas ventajas:
- Sin costuras: El embutido profundo produce formas uniformes y sin costuras, lo que reduce los posibles puntos débiles en la pieza terminada.
- Fuerza: En algunos casos, el endurecimiento del material durante la deformación puede aumentar la resistencia de las piezas.
- Uniformidad: Las piezas embutidas tienen un alto grado de consistencia desde el inicio de la producción hasta el final.
- Tiempo de ciclo rápido: Las prensas configuradas para embutición profunda se pueden ciclar rápidamente, lo que la convierte en una forma muy eficiente de producir grandes cantidades de piezas.
- Mano de obra técnica reducida: La embutición profunda se puede automatizar, reduciendo significativamente los costos laborales.
- Bajo mantenimiento: Las configuraciones de embutición profunda requieren menos mantenimiento continuo que los procesos de la competencia.
- Montaje más rápido: El embutido profundo puede crear formas con un extremo cerrado, reduciendo o eliminando la necesidad de fabricación o soldadura como procesos secundarios.
Cuándo utilizar el dibujo profundo
La embutición profunda funciona mejor con metales dúctiles. En general, cualquier metal que se pueda laminar en frío para formar una lámina debe tener suficiente ductilidad para ser embutido en profundidad, pero también es posible que se deban considerar las propiedades del material como el endurecimiento por trabajo o la anisotropía. Los materiales apropiados incluyen aleaciones de aluminio, latón, cobre y aleaciones de cobre, titanio, chapa de acero con bajo contenido de carbono laminado en frío y algunos aceros inoxidables.
Las formas ideales para el embutido profundo incluyen rectángulos y estructuras axi-simétricas como cilindros o hemisferios, pero el proceso también puede manejar formas más complejas.
Dependiendo de la forma que se produzca, los costos de herramientas y configuración pueden variar ampliamente. Para formas simples, los costos pueden ser más bajos que otros procesos, pero el aumento de la complejidad conlleva un mayor costo. En algunos casos, ese costo puede ser compensado por el mínimo tiempo de inactividad de la embutición profunda, el bajo mantenimiento y la reducción de los requisitos de mano de obra técnica durante la vida útil del producto. Los factores que pueden aumentar la complejidad incluyen:
- Presencia y ubicación de operaciones de piezas
- Dirección de funciones
- Protuberancia de características
- Tamaño y proporciones de la pieza, incluido el grosor del material

Consideraciones de proceso
Cuando llega el momento de diseñar una pieza embutida profunda, se deben tener en cuenta las siguientes consideraciones:
- Proceso
- Volumen de producción anual
- Tasas de producción objetivo
- Precio objetivo
- Forma y tolerancias de la pieza terminada
- Formando progresión y número de etapas.
- Tipo de material y propiedades mecánicas
- Grado de material, condición de tratamiento térmico
- Estirado: Relación de deformación plástica y endurecimiento por deformación
- Anisotropía
- Tamaño, forma y grosor del espacio en blanco
- Prensas
- Estación múltiple o estación única
- Transferencia o progresiva
- Acción simple o doble
- Capacidades de amortiguación
- Estampación
- Capacidad de cambio rápido de herramientas
- Muere de acción simple
- Matrices de doble acción
- El compuesto muere
- Muere progresiva
- Múltiples matrices con mecanismos de transferencia
Procesos alternativos
En ciertos casos, se pueden utilizar otros procesos para lograr resultados similares. Estos procesos incluyen:
- Hidroformado: Un proceso avanzado de formación de láminas y tubos que utiliza presión hidráulica en lugar de un punzón fijo para producir geometrías que no son adecuadas para embutición profunda, incluidas formas socavadas o abultadas.
- Hilado: Un proceso apropiado para algunas piezas axisimétricas que deforma una pieza en bruto giratoria contra un mandril giratorio concéntrico y perfilado. Los costos de herramientas suelen ser más bajos que el embutido profundo, pero los tiempos de ciclo son más largos y la configuración puede requerir un programador de máquinas más capacitado.
- Fabricación: Para la creación de prototipos o pequeñas series de producción, las piezas se pueden producir a partir de varias hojas mediante soldadura u otros procesos de unión. En la mayoría de los casos, la fabricación solo es apropiada cuando el volumen de producción no es lo suficientemente alto como para justificar el costo de las herramientas dedicadas.
El proceso de embutición profunda
Descripción general
En su forma más básica, la embutición profunda utiliza un punzón para forzar una chapa en bruto en la cavidad del troquel para producir una pieza alta, lisa y con los extremos cerrados con el mismo grosor de la chapa que la pieza en bruto. Para estimular el flujo del metal, la entrada de la matriz y la punta del punzón deben estar redondeadas, el diámetro del punzón debe estar dentro de un rango de tamaño aceptable para el material, y las holguras entre el punzón y la matriz deben regularse cuidadosamente. Demasiado espacio libre y la pieza se arrugará. Demasiado poco y la pieza se romperá. Muchas configuraciones de embutido profundo añaden un soporte en blanco y una almohadilla de presión para minimizar los defectos y permitir embutidos más profundos.
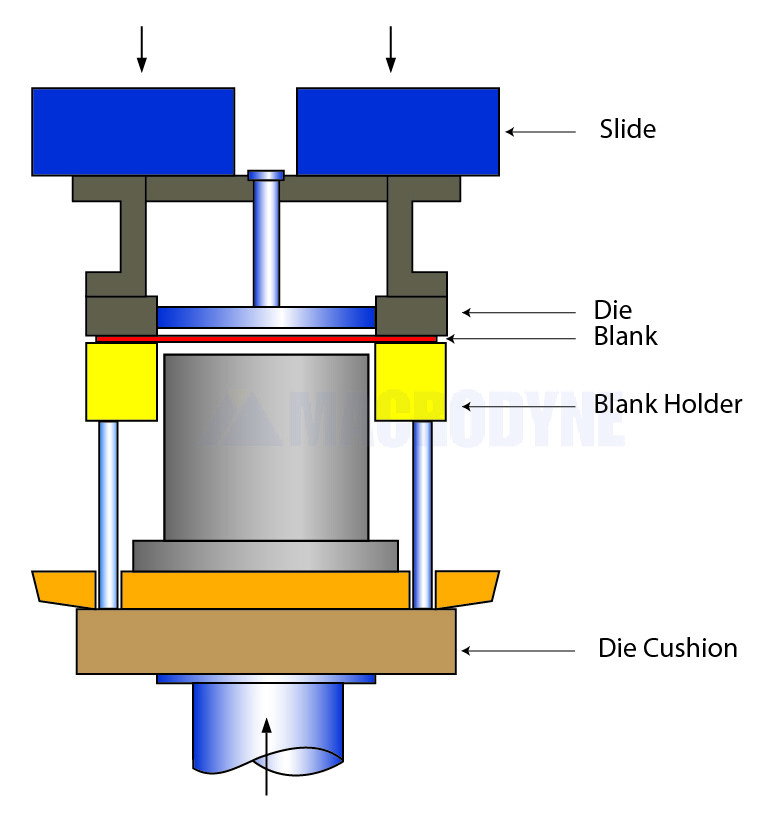
Un soporte en blanco es una placa plana o contorneada con una abertura en su centro para el punzón. Durante el estirado, el soporte de la pieza en bruto aplica presión para mantener la pieza en blanco en contacto con la cara del troquel. Esta presión ayuda a contrarrestar la tendencia de la chapa de metal a arrugarse debido a las tensiones del aro de compresión que se acumulan alrededor del radio de entrada de la cavidad del troquel. Las fuerzas necesarias del soporte de la pieza en bruto varían con el espesor del material. Las piezas en bruto gruesas, con una relación de espesor a diámetro de 0.03 o más, requieren poca o ninguna fuerza del soporte de la pieza en bruto, mientras que las piezas en bruto delgadas pueden requerir hasta un 30% de la carga de estirado.
En algunos casos, también es necesario aplicar fuerza de amortiguación para sujetar la pieza en bruto contra la punta del punzón para evitar que se adelgace o se rasgue. Durante el sorteo, una almohadilla de presión empuja contra el blanco, manteniéndolo en contacto con la punta del punzón. Esto ayuda a contrarrestar la tendencia de la chapa de metal a estirarse o romperse debido a la tensión de tracción donde la pieza en bruto envuelve la punta del punzón. La fuerza de la almohadilla de presión generalmente requiere el uso de una prensa de doble acción con capacidad de amortiguación.
Factores de éxito
Un examen completo de todos los parámetros que afectan el embutido profundo está más allá del alcance de este artículo. En su lugar, veremos algunos factores clave: holgura, relación de reducción de estirado, fuerza del punzón y del soporte de la pieza en bruto y defectos comunes.
Autorización
Un embutido profundo sin defectos depende de la separación adecuada del punzón y la matriz. Demasiado poco, y el material se perforará o rasgará en lugar de fluir hacia la cavidad del troquel. Demasiado y la pieza de trabajo se arrugará. En embutición profunda, los valores de holgura tienden a caer entre el 107 y el 115% del espesor de la chapa. Por el contrario, el espacio libre en las operaciones de corte es de alrededor del 3 al 8% del espesor de la hoja.
Relación de reducción de dibujo
Forzar una pieza en bruto en una cavidad de matriz reduce el diámetro de la pieza en bruto y genera tensión de compresión circunferencial a medida que la pieza en bruto se deforma sobre el radio de entrada de la matriz. Cuanto mayor sea la reducción del diámetro, mayor será la tensión. Cuanto mayor sea la tensión, mayor será la resistencia al flujo. Si la resistencia al flujo excede la resistencia a la tracción del blanco, el blanco se estirará o se rasgará cerca de la punta del punzón.
Para evitar esta situación, el proceso debe diseñarse para reducir el diámetro de la pieza en bruto no más de lo que el material pueda tolerar. Esta relación de estirado límite (LDR) varía según el material, el espesor y el número de veces que ya se ha estirado la pieza. Las relaciones de extracción generalmente se incluyen con las especificaciones de la materia prima en una tabla de reducción de extracción. Si la reducción durante una extracción profunda excede este límite, la pieza deberá dibujarse en etapas.
Ejemplo: cálculo del tamaño de la pieza en blanco y el número de extracciones para una copa cilíndrica
Para ilustrar este concepto, realizaremos los cálculos básicos para determinar cuántos calados se necesitarían para producir una copa cilíndrica sin bridas de 6 pulgadas de alto con un diámetro de 4 pulgadas. Una taza con una brida retenida o una forma más compleja requeriría cálculos más complejos, pero los conceptos subyacentes siguen siendo los mismos.
Primero, calcule el tamaño del espacio en blanco. Debido a que el espesor de la hoja permanece esencialmente igual durante la embutición profunda, el área de la superficie de la pieza terminada más cualquier material de pestaña residual será igual al área de la superficie de la pieza en bruto. En nuestro ejemplo de una copa cilíndrica sin reborde, podemos calcular el tamaño del blanco requerido con la siguiente fórmula:
Donde R B = Radio del espacio en blanco, R C = Radio de la taza y H = altura de la taza
Para una taza de 6 ″ por 4 ″, este cálculo devuelve un diámetro en blanco de 10,58 ″.
A continuación, calcule la reducción de estirado necesaria para lograr el diámetro de nuestra pieza final. Para hacerlo, divida el diámetro de la pieza por el diámetro de la pieza y reste ese número de 1:
Donde D C = Diámetro de la copa y D B = Diámetro de la pieza en bruto.
La reducción para nuestra taza de ejemplo es aproximadamente del 62%. Para facilitar el cálculo, asumiremos que el LDR de nuestro espacio en blanco es 2.0 para el primer sorteo, 1.5 para el segundo y 1.25 para el tercero. Estos se traducen en una reducción del 50% para el primer sorteo, 30% para el segundo y 20% para el tercero. Debido a que la copa requiere más del 50% de reducción total, el proceso requerirá más de una etapa.
En la primera etapa, el diámetro de la copa se puede reducir en un 50%, lo que da como resultado un diámetro de la pieza intermedia de 5,29 ”. En la segunda etapa, el diámetro de la copa se puede reducir hasta en un 30%. Si se llega a ese límite, la pieza tendrá un diámetro de 3,70 ″. Este diámetro es más pequeño que las 4 ″ especificadas, por lo que la copa se puede extraer de forma segura en 2 etapas.

Causas y prevención de defectos comunes
En la embutición profunda, se pueden evitar muchos defectos con un diseño cuidadoso de la pieza. Las estrategias de diseño incluyen:
- Reducir la complejidad y la asimetría
- Planificación de la geometría en bruto para minimizar el exceso de material
- Ajuste de la orientación del grano para minimizar las tensiones en diseños asimétricos
- Uso de CAD y modelado de elementos finitos para optimizar la progresión y los diseños de herramientas antes de la fabricación de herramientas. Las simulaciones pueden ahorrar importantes costos de mano de obra y herramientas al evitar costosas revisiones de procesos de prueba y error.
El embutido profundo exitoso requiere una conciencia de los principios de ductilidad y flujo del metal. Los materiales más gruesos pueden tolerar el embutido profundo mejor que los materiales delgados debido a su volumen y capacidad para estirarse a mayores distancias; sin embargo, los espacios en blanco que son demasiado grandes pueden restringir el flujo de metal. La mayoría de los defectos de embutición profunda son el resultado de uno o más de los siguientes factores:
- Distribución de fuerza inadecuada
- No tener en cuenta las propiedades del material en blanco
- Una relación de extracción incorrecta
- Manejo incorrecto de la fricción
A continuación se muestran breves descripciones de los defectos comunes y las formas de evitarlos.
Earing
Un margen superior ondulado en una parte dibujada, la oreja es un efecto secundario del uso de materiales en blanco anisotrópicos. Si una hoja es más fuerte en una dirección plana que en otras, el flujo direccional preferencial formará orejas en la parte superior de la pieza. La solución más común es dejar suficiente material extra en la parte dibujada para permitir el recorte. El procesamiento de material adicional también puede reducir la anisotropía a un costo mayor.
Arrugas
Una serie de crestas radiales en la pestaña de la pieza, las arrugas generalmente son causadas por un flujo de metal inconsistente. Las arrugas pueden aparecer como defectos verticales si las crestas se introducen en el troquel. El manejo adecuado de la tensión de estiramiento radial y la tensión de compresión circunferencial puede reducir o eliminar las arrugas. En algunos casos, es posible que se requieran múltiples reducciones. Las arrugas se pueden evitar utilizando soportes de espacios en blanco, modificando los radios de punzón y troquel, ajustando el tamaño o la forma del espacio en blanco y dibujando la posición del espacio en blanco. Cuando se utiliza un soporte de espacios en blanco, una fuerza insuficiente del soporte de espacios en blanco puede provocar arrugas. Para proporciones de espesor de 0,5% o menos, es posible que los soportes en blanco no sean efectivos.
Usando Draw Beads
Dibujar perlas puede ayudar a administrar el flujo de metal sin la necesidad de una fuerza excesiva del soporte de la pieza en bruto. Un contorno elevado que rodea la cavidad del troquel, un cordón de tracción obliga a la pieza en bruto a doblarse y a doblarse a medida que se acerca a la cavidad, regulando el flujo de material sin necesidad de una fuerza adicional del soporte de la pieza en bruto.
Adelgazamiento y desgarro
Cuando las tensiones en la pared vertical de la pieza no se tienen en cuenta correctamente, la pieza en bruto puede adelgazarse o romperse cerca del borde delantero del punzón. El adelgazamiento y el desgarro generalmente son el resultado de exceder la relación de estirado límite del material, demasiada fuerza del soporte de la pieza en bruto, espacio insuficiente entre el punzón y la matriz, una forma incorrecta de la pieza en bruto, una lubricación deficiente o imperfecciones en las herramientas como raspaduras o picaduras en la superficie que aumentan la fricción. Cuando se produce un desgarro en las esquinas, puede indicar un problema con la geometría en blanco o los radios que son demasiado pequeños.
Manejo de la fricción: lubricación y acabado superficial
La fricción entre las superficies en bruto y de la herramienta puede tener un impacto importante en la calidad de la pieza terminada. La reducción del coeficiente de fricción puede promover el flujo de material, mejorar la distribución de la tensión del material y aumentar la vida útil de la herramienta. Para manejar la fricción, las superficies del soporte de la matriz y de la pieza en bruto deben lijarse y lapearse para garantizar que sean lo más lisas posible, y se debe aplicar lubricación a ambos lados de la pieza en bruto antes de dibujar. Los lubricantes comunes para embutición profunda incluyen aceite, jabón, emulsiones y ceras. Cuando se utiliza un lubricante, es posible que sea necesario aumentar la fuerza del soporte de la pieza para tener en cuenta el aumento del flujo de metal. Asegúrese de que el lubricante que se utilice sea apropiado para las temperaturas y presiones del proceso.
Presione Configuración
Para configurar una prensa para producir una pieza embutida, es esencial comenzar con el proceso de fabricación de esa pieza. En un entorno ideal, el proceso se basará en el tipo de material, las especificaciones de la pieza, el volumen de producción, la velocidad de producción y el precio objetivo. Estos factores tienen una influencia directa en la progresión de la formación de la pieza, que a su vez influye en las especificaciones de la prensa y herramientas requeridas.
Los siguientes factores ayudan a determinar la progresión de formación de una pieza:
- Numero de etapas: Dependiendo del tamaño de la pieza, el material y la complejidad, es posible que se requieran múltiples reducciones.
- Procesos relacionados : Algunas piezas embutidas en profundidad requieren otros procesos como corte y perforación para crear una pieza terminada.
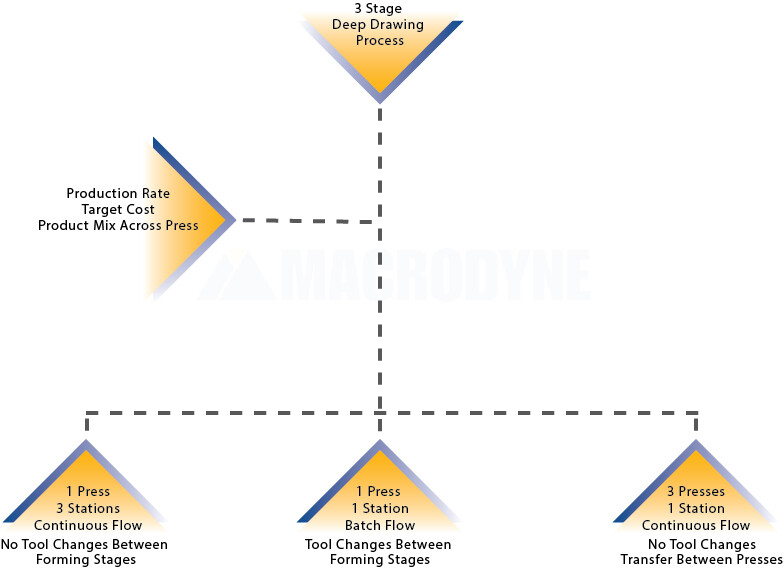
- Método de transferencia: En una progresión de formación, las piezas deben moverse de una etapa a la siguiente. Esto se puede lograr en una sola prensa usando un troquel progresivo o con múltiples troqueles. Con una matriz progresiva, las partes intermedias permanecen unidas a un esqueleto de chatarra y se mueven con la hoja. Con múltiples matrices, cada pieza individual debe moverse de una estación a otra a través de un mecanismo de transferencia separado. Cuando se utilizan varias prensas, las piezas individuales deben moverse de una prensa a otra.
Una progresión se puede implementar de diferentes formas con diferentes ventajas y desventajas. La mejor elección logra un equilibrio entre los factores económicos y la calidad. Las consideraciones adicionales incluyen:
- Herramientas de cambio rápido: Para las prensas que se utilizarán para varios productos, las herramientas de cambio rápido pueden reducir el costoso tiempo de inactividad al pasar de una línea de productos a otra. Una prensa dedicada a un solo producto, por otro lado, puede no necesitar esta función.
- Características avanzadas : Las piezas particularmente complejas pueden beneficiarse de características como soportes de espacios en blanco multipunto o amortiguación multipunto de alta precisión.
Parametros basicos
Tamaño de la cama
Tonelaje y Velocidades
Para embutición profunda, se debe gestionar la velocidad del punzón para garantizar que el material en blanco fluya correctamente durante el embutido. Asimismo, las fuerzas aplicadas al punzón, al soporte de la pieza en bruto y al cojín también deben mantenerse dentro del rango aceptable de la pieza en bruto. De lo contrario, el material podría adelgazarse, rasgarse o arrugarse. Las prensas hidráulicas se destacan en esta área en virtud de su constante velocidad de ariete.
Las velocidades de extracción varían ampliamente según el material, desde tan lento como 18 pulg / min hasta 200 pulg / min. Las velocidades de cierre y decapado pueden ser mucho mayores. Los tonelajes también varían considerablemente y están directamente relacionados con la velocidad de la prensa, el tamaño de la pieza en bruto, la forma y el material. En la mayoría de los casos, se requerirán fuerzas separadas para el punzón, el soporte de la pieza en bruto y el cojín.
| Velocidades de embutición profunda para materiales comunes | |
| Material | Velocidad (pulg / min) |
| Aluminio | 150-175 |
| Latón | 175-200 |
| Cobre | 125-150 |
| Acero | 18-50 |
| Acero inoxidable | 30-40 |
Trazo y luz del día
En el caso de piezas con bridas que requieran decapado, debe haber suficiente luz natural entre el punzón completamente retraído y la cara del troquel para permitir la extracción de la pieza acabada de la prensa. En la práctica, esto se traduce en luz del día que es el doble de la carrera de prensa. Si se utilizará una prensa para producir más de una pieza, la carrera y la luz del día deben adaptarse a las herramientas más grandes esperadas. Si las partes pueden introducirse completamente en / a través del troquel, entonces el trazo se puede acortar para permitir la extracción desde debajo del troquel una vez que se haya completado el sorteo. Con una prensa de varias etapas, se deben tener en cuenta todas las etapas. En algunos casos, la forma de una pieza intermedia puede requerir más luz natural que la pieza terminada.
Capacidades avanzadas
Soportes y cojines en blanco multipunto
Las piezas embutidas a menudo requieren el uso de un soporte en blanco para evitar arrugas y un cojín para evitar estiramientos, adelgazamiento y desgarros. Dependiendo de la forma o complejidad de una pieza, puede ser necesario aplicar diferentes fuerzas a diferentes áreas de la pieza en bruto. En este escenario, la prensa puede equiparse con un soporte de espacios en blanco multipunto y / o un sistema de amortiguación que emplea múltiples circuitos hidráulicos, cada uno con su propio control, para aplicar presión diferencial al soporte y / o cojín de los espacios en blanco. Por ejemplo, algunas piezas rectangulares requieren fuerzas significativamente diferentes en sus esquinas y en sus lados. Los soportes y / o cojines de múltiples puntos lo hacen posible. Para mejorar aún más la precisión de las piezas de formas extrañas, se puede agregar un control de circuito cerrado a los sistemas multipunto.
Opciones de amortiguación
Los sistemas de amortiguación generalmente se configuran con pasadores ajustables para adaptarse a múltiples herramientas. Una prensa equipada con cojín se puede ejecutar con o sin el cojín activado. Las cajas acolchadas independientes también están disponibles como un ajuste para ampliar las capacidades de una prensa existente.

En aplicaciones de matrices progresivas, las almohadillas también se pueden utilizar durante el arranque para aplicar resistencia a la matriz y ayudar a evitar una carga descentrada significativa cuando las estaciones no se han cargado uniformemente con piezas en bruto / piezas.
Blanking y piercing
Para procesos progresivos, las prensas se pueden configurar con capacidades de corte y perforación en línea combinadas con embutición profunda. En algunos casos, el proceso de supresión puede generar golpes y vibraciones importantes. Para minimizar estos factores y aumentar la vida útil de la herramienta y la prensa, la etapa de obturación se puede configurar con amortiguadores hidráulicos.
Visita nuestra página de embutición profunda para saber más sobre las prensas de embutición profunda personalizadas
Contáctenos sobre sus necesidades de prensa hidráulica.

