introduction
Qu'est-ce que le dessin profond
L’emboutissage profond est un processus de formage de métal permettant de créer des pièces en tôle sans soudure, fermées à une extrémité et ayant une profondeur supérieure à leur rayon. Les pièces embouties profondes atteignent leur forme en étirant le métal dans une cavité plutôt qu’en les étirant ou en les amincissant sur une matrice, de sorte que l’épaisseur de la feuille d’origine reste essentiellement la même du début à la fin. Une pièce emboutie profonde se reconnaît à sa profondeur et à ses angles arrondis et lisses. Les exemples vont des canettes, pots, fûts et bouteilles de gaz comprimé aux œillets, éviers et panneaux de carrosserie automobile.
Les pièces simples peuvent être dessinées à leur forme finale en une seule étape, tandis que les formes complexes, y compris les pièces particulièrement profondes, peuvent nécessiter plusieurs étapes. L’emboutissage profond est généralement utilisé en combinaison avec d’autres techniques telles que le découpage et le perçage pour créer un produit fini. Dans certains cas, toutes les étapes peuvent être effectuées en une seule pression.


Avantages de l'emboutissage profond
Le dessin profond existe depuis des siècles, et pour une bonne raison. Le processus est précis et reproductible avec de nombreux avantages:
- Pas de coutures: L’emboutissage profond produit des formes uniformes et sans couture, réduisant les points faibles potentiels dans la pièce finie.
- Force: Dans certains cas, le durcissement du matériau lors de la déformation peut augmenter la résistance des pièces.
- Uniformité: Les pièces embouties ont un haut degré de cohérence du début à la fin d’un cycle de production.
- Temps de cycle rapide: Les presses configurées pour l’emboutissage profond peuvent être cyclées rapidement, ce qui en fait un moyen très efficace de produire de grandes quantités de pièces.
- Réduction de la main-d’œuvre technique: L’emboutissage profond peut être automatisé, ce qui réduit considérablement les coûts de main-d’œuvre.
- Faible entretien: Les configurations Deep Draw nécessitent moins de maintenance continue que les processus concurrents.
- Assemblage plus rapide: L’emboutissage profond peut créer des formes avec une extrémité fermée, réduisant ou éliminant le besoin de fabrication ou de soudage en tant que processus secondaires.
Quand utiliser le dessin profond
L’emboutissage profond fonctionne mieux avec les métaux ductiles. En général, tout métal qui peut être laminé à froid en feuille doit avoir une ductilité suffisante pour être embouti en profondeur, mais des propriétés de matériau telles que l’écrouissage ou l’anisotropie peuvent également être prises en compte. Les matériaux appropriés comprennent les alliages d’aluminium, le laiton, les alliages de cuivre et de cuivre, le titane, les tôles d’acier à faible teneur en carbone laminées à froid et certains aciers inoxydables.
Les formes idéales pour le dessin profond incluent des rectangles et des structures axi-symétriques comme des cylindres ou des hémisphères, mais le processus peut également gérer des formes plus complexes.
En fonction de la forme produite, les coûts d’outillage et de configuration peuvent varier considérablement. Pour les formes simples, les coûts peuvent être inférieurs à ceux d’autres processus, mais une complexité accrue entraîne une augmentation des coûts. Dans certains cas, ce coût peut être compensé par un temps d’arrêt minimal de l’emboutissage profond, un faible entretien et des exigences de main-d’œuvre technique réduites pendant la durée de vie du produit. Les facteurs qui peuvent augmenter la complexité comprennent:
- Présence et emplacement des fonctions de pièce
- Direction des caractéristiques
- Protrusion des fonctionnalités
- Taille et proportions des pièces, y compris l’épaisseur du matériau

Considérations relatives au processus
Lorsque vient le temps de concevoir une pièce emboutie profonde, les considérations suivantes doivent être prises en compte:
- Traiter
- Volume de production annuel
- Objectifs de production
- Tarification cible
- Forme de la pièce finie et tolérances
- Formation de la progression et du nombre d’étapes
- Type de matériau et propriétés mécaniques
- Qualité du matériau, état de traitement thermique
- Tirabilité: rapport de déformation plastique et écrouissage
- Anisotropie
- Taille, forme et épaisseur du blanc
- Presses
- Station multiple ou station unique
- Transfert ou progressif
- Action simple ou double action
- Capacités d’amortissement
- Outillage
- Capacité d’outillage à changement rapide
- Une seule action meurt
- La double action meurt
- Le composé meurt
- Progressive meurt
- Plusieurs matrices avec mécanismes de transfert
Processus alternatifs
Dans certains cas, d’autres processus peuvent être utilisés pour obtenir des résultats similaires. Ces processus comprennent:
- Hydroformage: Un processus avancé de formation de tôles et de tubes qui utilise la pression hydraulique au lieu d’un poinçon fixe pour produire des géométries qui ne conviennent pas à l’emboutissage profond, y compris des formes en contre-dépouille ou bombées.
- Filage: Un procédé approprié pour certaines pièces axisymétriques qui déforme une ébauche rotative contre un mandrin rotatif concentrique formé. Les coûts d’outillage sont généralement inférieurs à ceux de l’emboutissage profond, mais les temps de cycle sont plus longs et la configuration peut nécessiter un programmeur de machine plus qualifié.
- Fabrication: Pour le prototypage ou les petites séries de production, les pièces peuvent être produites à partir de plusieurs feuilles via le soudage ou d’autres processus d’assemblage. Dans la plupart des cas, la fabrication n’est appropriée que lorsque le volume de production n’est pas suffisamment élevé pour justifier le coût d’un outillage dédié.
Le processus d'emboutissage profond
Aperçu
Dans sa forme la plus basique, l’emboutissage profond utilise un poinçon pour forcer un flan de tôle dans une cavité de matrice pour produire une pièce haute, lisse et fermée avec la même épaisseur de feuille que le flan. Pour favoriser l’écoulement du métal, l’entrée de la matrice et le nez du poinçon doivent être arrondis, le diamètre du poinçon doit se situer dans une plage de taille acceptable pour le matériau et les jeux entre le poinçon et la matrice doivent être soigneusement réglés. Trop de jeu et la pièce se froissera. Trop peu, et la pièce va se déchirer. De nombreuses configurations de tirage profond ajoutent un support de blanc et un tampon de pression pour minimiser les défauts et permettre des tirages plus profonds.
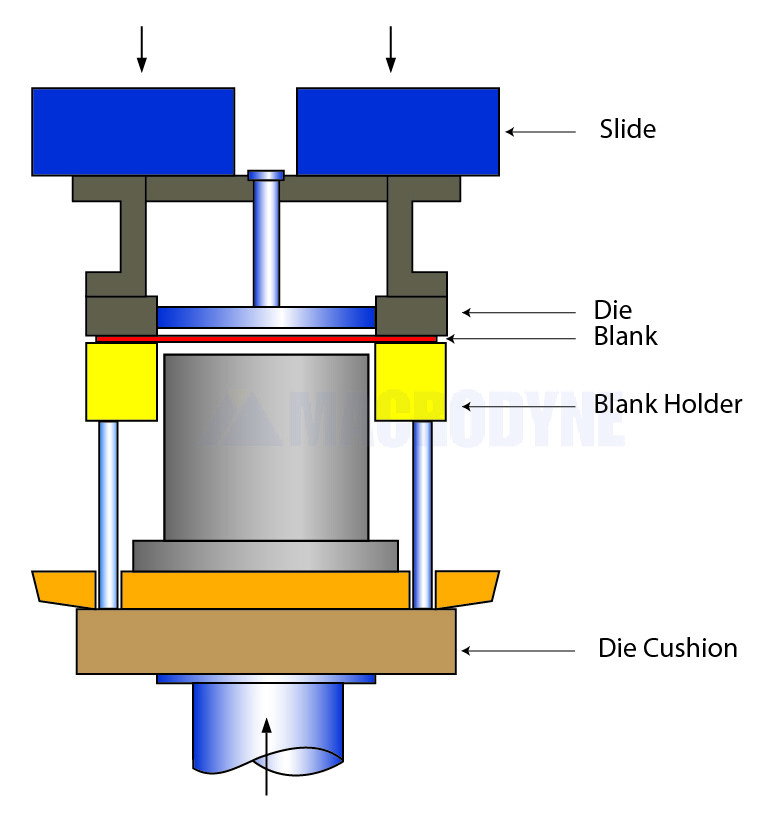
Un support de flan est une plaque plate ou profilée avec une ouverture en son centre pour le poinçon. Pendant le tirage, le porte-flan applique une pression pour maintenir le flan en contact avec la face de la matrice. Cette pression aide à contrer la tendance de la tôle à se froisser à cause des contraintes de compression du cercle qui s’accumulent autour du rayon d’entrée de la cavité de la matrice. Les forces requises du support de flan varient en fonction de l’épaisseur du matériau. Les flans épais, avec un rapport épaisseur / diamètre de 0,03 ou plus, nécessitent peu ou pas de force de maintien des flans, tandis que les flans minces peuvent nécessiter jusqu’à 30% de la charge d’étirage.
Dans certains cas, une force d’amortissement doit également être appliquée pour maintenir l’ébauche contre le nez du poinçon afin d’éviter un amincissement ou une déchirure. Pendant le tirage, un coussin de pression pousse contre le flan, le maintenant en contact avec le nez du poinçon. Cela permet de contrecarrer la tendance de la tôle à s’étirer ou à se déchirer en raison de la contrainte de traction lorsque le flan s’enroule autour du nez du poinçon. La force du tampon de pression nécessite généralement l’utilisation d’une presse à double action avec des capacités de coussin de matrice.
Facteurs de succès
Un examen complet de tous les paramètres qui affectent l’emboutissage profond dépasse le cadre de cet article. Au lieu de cela, nous examinerons quelques facteurs clés: le jeu, le taux de réduction de l’étirage, la force du poinçon et du support de flan, et les défauts courants.
Autorisation
Un emboutissage profond sans défaut dépend du bon jeu du poinçon et de la matrice. Trop peu, et le matériau sera percé ou déchiré au lieu de couler dans la cavité de la matrice. Trop et la pièce se froissera. Dans l’emboutissage profond, les valeurs de jeu ont tendance à se situer entre 107 et 115% de l’épaisseur de la tôle. En revanche, le jeu lors des opérations de découpe est d’environ 3 à 8% de l’épaisseur de la tôle.
Rapport de réduction de tirage
Le fait de forcer un flan dans une cavité de matrice réduit le diamètre du flan et génère une contrainte de compression circonférentielle lorsque le flan se déforme sur le rayon d’entrée de la matrice. Plus la réduction de diamètre est importante, plus la contrainte est élevée. Plus la contrainte est élevée, plus la résistance à l’écoulement est élevée. Si la résistance à l’écoulement dépasse la résistance à la traction de l’ébauche, l’ébauche s’étirera ou se déchirera près du nez du poinçon.
Pour éviter cette situation, le procédé doit être conçu pour réduire le diamètre de l’ébauche au maximum que le matériau peut tolérer. Ce taux d’étirage limite (LDR) varie en fonction du matériau, de l’épaisseur et du nombre de fois où la pièce a déjà été étirée. Les taux de tirage sont généralement inclus avec les spécifications de la matière première dans un tableau de réduction de tirage. Si la réduction lors d’un emboutissage profond dépasse cette limite, la pièce devra être étirée par étapes.
Exemple: calcul de la taille du blanc et du nombre de tirages pour une tasse cylindrique
Pour illustrer ce concept, nous passerons en revue les calculs de base pour déterminer combien de tirages seraient nécessaires pour produire une tasse cylindrique sans rebord de 6 pouces de haut et 4 pouces de diamètre. Une coupelle avec une bride retenue ou une forme plus complexe nécessiterait des calculs plus complexes, mais les concepts sous-jacents restent les mêmes.
Tout d’abord, calculez la taille du blanc. Étant donné que l’épaisseur de la feuille reste essentiellement la même pendant l’emboutissage profond, la surface de la pièce finie plus tout matériau de bride résiduel sera égale à la surface de l’ébauche. Dans notre exemple de coupelle cylindrique sans bride, nous pouvons calculer la taille de blanc requise avec la formule suivante:
Où R b = Rayon du blanc, R c = Rayon de la coupe, et H = hauteur de la coupe
Pour une tasse de 6 « sur 4 », ce calcul renvoie un diamètre de blanc de 10,58 « .
Ensuite, calculez la réduction de tirage nécessaire pour atteindre le diamètre de notre pièce finale. Pour ce faire, divisez le diamètre de la pièce par le diamètre de la pièce brute et soustrayez ce nombre de 1:
Où d c = Diamètre de la coupelle et D b = Diamètre du flan.
La réduction pour notre exemple de tasse est d’environ 62%. Pour faciliter le calcul, nous supposerons que le LDR de notre blanc est de 2,0 pour le premier tirage, de 1,5 pour le deuxième et de 1,25 pour le troisième. Celles-ci se traduisent par une réduction de 50% pour le premier tirage, 30% pour le deuxième et 20% pour le troisième. Étant donné que la coupe nécessite une réduction totale de plus de 50%, le processus nécessitera plus d’une étape.
Dans la première étape, le diamètre de la coupelle peut être réduit de 50%, résultant en un diamètre de pièce intermédiaire de 5,29 « . Dans la deuxième étape, le diamètre de la coupelle peut être réduit jusqu’à 30%. Un tirage à cette limite donnerait un diamètre de pièce de 3,70 « . Ce diamètre est plus petit que les 4 ″ spécifiés, de sorte que la coupelle peut être étirée en toute sécurité en 2 étapes.

Causes et prévention des défauts courants
Dans l’emboutissage profond, de nombreux défauts peuvent être évités grâce à une conception minutieuse des pièces. Les stratégies de conception comprennent:
- Réduire la complexité et l’asymétrie
- Planification de la géométrie du flan pour minimiser l’excès de matériau
- Ajustement de l’orientation du grain pour minimiser les contraintes dans les conceptions asymétriques
- Utilisation de la CAO et de la modélisation par éléments finis pour optimiser la progression et les conceptions d’outillage avant la fabrication des outils. Les simulations peuvent économiser des coûts de main-d’œuvre et d’outils importants en évitant des révisions coûteuses des processus d’essai et d’erreur.
Un emboutissage profond réussi nécessite une connaissance des principes de ductilité et d’écoulement du métal. Les matériaux plus épais peuvent mieux tolérer l’emboutissage profond que les matériaux minces en raison de leur volume et de leur capacité à s’étirer sur de plus grandes distances; cependant, des ébauches trop grandes peuvent restreindre l’écoulement du métal. La plupart des défauts d’emboutissage profond sont le résultat d’un ou plusieurs des facteurs suivants:
- Répartition incorrecte de la force
- Non prise en compte des propriétés du matériau vierge
- Un rapport de tirage incorrect
- Mauvaise gestion des frottements
Vous trouverez ci-dessous une brève description des défauts courants et des moyens de les éviter.
Oreille
Une marge supérieure ondulée sur une partie dessinée, l’oreille est un effet secondaire de l’utilisation de matériaux vierges anisotropes. Si une feuille est plus résistante dans une direction plane que dans d’autres, un écoulement directionnel préférentiel formera des oreilles au sommet de la pièce. La solution la plus courante consiste à laisser suffisamment de matière supplémentaire sur la pièce étirée pour permettre le rognage. Un traitement supplémentaire du matériau peut également réduire l’anisotropie à un coût accru.
Des rides
Une série de crêtes radiales dans la bride de la pièce, les plis sont généralement causés par un écoulement de métal irrégulier. Les plis peuvent apparaître comme des défauts verticaux si les stries sont tirées dans la matrice. Une bonne gestion de la contrainte d’étirage radial et de la contrainte de compression circonférentielle peut réduire ou éliminer les rides. Dans certains cas, plusieurs réductions peuvent être nécessaires. Le froissement peut être évité en utilisant des porte-flans, en modifiant les rayons de poinçon et de matrice, en ajustant la taille ou la forme du flan et en dessinant le positionnement du flan. Lorsqu’un support de découpe est utilisé, une force insuffisante du support de découpe peut provoquer des plis. Pour des rapports d’épaisseur de 0,5% ou moins, les supports de flans peuvent ne pas être efficaces.
Utilisation de Draw Beads
Les billes de tirage peuvent aider à gérer le flux de métal sans avoir besoin d’une force excessive du support de flan. Un contour surélevé qui entoure la cavité de la matrice, un cordon d’étirage force le flan à se plier et à se déplier à l’approche de la cavité, régulant le flux de matière sans avoir besoin d’une force supplémentaire de maintien du flan.
Amincissement et déchirement
Lorsque les contraintes dans la paroi verticale de la pièce ne sont pas correctement prises en compte, le flan peut s’amincir ou se déchirer près du bord d’attaque du poinçon. L’amincissement et la déchirure sont généralement le résultat d’un dépassement du rapport d’étirage limite du matériau, d’une trop grande force de support de flan, d’un jeu poinçon / matrice insuffisant, d’une forme de flan incorrecte, d’une mauvaise lubrification ou d’imperfections d’outillage telles que des rayures de surface ou des piqûres qui augmentent la friction. Lorsqu’une déchirure se produit dans les coins, cela peut indiquer un problème de géométrie vierge ou de rayons trop petits.
Gestion du frottement: lubrification et état de surface
Le frottement entre l’ébauche et les surfaces d’outillage peut avoir un impact majeur sur la qualité de la pièce finie. La réduction du coefficient de frottement peut favoriser l’écoulement du matériau, améliorer la répartition de la contrainte du matériau et augmenter la durée de vie de l’outil. Pour gérer le frottement, les surfaces de la matrice et du porte-flan doivent être meulées et rodées pour s’assurer qu’elles sont aussi lisses que possible, et une lubrification doit être appliquée des deux côtés du flan avant le tirage. Les lubrifiants courants pour l’emboutissage profond comprennent l’huile, le savon, les émulsions et les cires. Lors de l’utilisation d’un lubrifiant, la force du support de flan peut devoir être augmentée pour tenir compte de l’augmentation du flux de métal. Assurez-vous que le lubrifiant utilisé est adapté aux températures et aux pressions du processus.
Configuration de la presse
Pour configurer une presse pour produire une pièce emboutie profonde, il est essentiel de commencer par le processus de fabrication de cette pièce. Dans un cadre idéal, le processus sera basé sur le type de matériau, les spécifications des pièces, le volume de production, la vitesse de production et le prix cible. Ces facteurs ont alors une influence directe sur la progression de formage de la pièce, qui à son tour influence les spécifications de la ou des presse (s) et de l’outillage requis.
Les facteurs suivants aident à déterminer la progression de formage d’une pièce:
- Nombre d’étapes: En fonction de la taille de la pièce, du matériau et de la complexité, plusieurs réductions peuvent être nécessaires.
- Processus associés : Certaines pièces embouties nécessitent d’autres processus comme le découpage et le perçage pour créer une pièce finie.
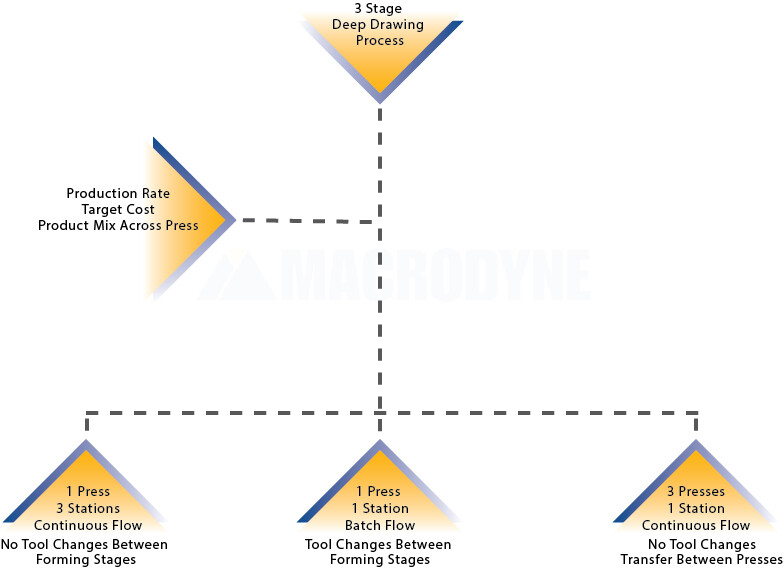
- Méthode de transfert: Dans une progression de formage, les pièces doivent être déplacées d’une étape à l’autre. Ceci peut être accompli dans une seule presse en utilisant une matrice progressive ou avec plusieurs matrices. Avec une matrice progressive, les pièces intermédiaires restent attachées à un squelette de ferraille et se déplacent avec la feuille. Avec plusieurs matrices, chaque pièce individuelle doit être déplacée d’une station à l’autre via un mécanisme de transfert séparé. Lorsque plusieurs presses sont utilisées, les pièces individuelles doivent être déplacées d’une presse à l’autre.
Une progression peut être mise en œuvre de différentes manières avec différents avantages et inconvénients. Le meilleur choix établit un équilibre entre les facteurs économiques et la qualité. Les considérations supplémentaires incluent:
- Outillage à changement rapide: Pour les presses qui seront utilisées pour plusieurs produits, un outillage à changement rapide peut réduire les temps d’arrêt coûteux lors du passage d’une gamme de produits à une autre. Une presse dédiée à un seul produit, par contre, peut ne pas avoir besoin de cette fonctionnalité.
- Fonctionnalités avancées : Les pièces particulièrement complexes peuvent bénéficier de fonctionnalités telles que des supports de flans multipoints ou un amortissement multipoints de haute précision.
Paramètres de base
Taille du lit
Tonnages et vitesses
Pour l’emboutissage profond, la vitesse du poinçon doit être gérée pour garantir que le matériau vierge s’écoule correctement pendant l’étirage. De même, les forces appliquées au poinçon, au support de flan et au coussin doivent également être maintenues dans la plage acceptable du flan. Sinon, le matériau peut s’amincir, se déchirer ou se froisser. Les presses hydrauliques excellent dans ce domaine en raison de leur vitesse constante du vérin.
Les vitesses d’étirage varient considérablement en fonction du matériau, allant de 18 po / min à 200 po / min. Les vitesses de fermeture et de dénudage peuvent être beaucoup plus élevées. Les tonnages varient également considérablement et sont directement liés à la vitesse de la presse, à la taille du flan, à la forme et au matériau. Dans la plupart des cas, des forces séparées seront nécessaires pour le poinçon, le support de flan et le coussin.
| Vitesses d’emboutissage profondes pour les matériaux courants | |
| Matériel | Vitesse (en / min) |
| Aluminium | 150-175 |
| Laiton | 175-200 |
| Cuivre | 125-150 |
| Acier | 18-50 |
| Acier inoxydable | 30-40 |
AVC et lumière du jour
Pour les pièces à brides qui nécessitent un dénudage, suffisamment de lumière du jour doit être disponible entre le poinçon entièrement rétracté et la face de la matrice pour permettre le retrait de la pièce finie de la presse. En pratique, cela se traduit par une lumière du jour qui représente le double du coup de presse. Si une presse est utilisée pour produire plus d’une pièce, la course et la lumière du jour doivent s’adapter au plus grand outillage attendu. Si des pièces peuvent être complètement aspirées dans / à travers la matrice, alors la course peut être raccourcie pour permettre l’extraction depuis le dessous de la matrice une fois le tirage terminé. Avec une presse à plusieurs étages, toutes les étapes doivent être prises en compte. Dans certains cas, une forme de pièce intermédiaire peut nécessiter plus de lumière du jour que la pièce finie.
Capacités avancées
Supports et coussins multi-points
Les pièces embouties profondes nécessitent souvent l’utilisation d’un support de flan pour éviter le froissement et d’un coussin pour éviter l’étirement, l’amincissement et la déchirure. En fonction de la forme ou de la complexité d’une pièce, il peut être nécessaire d’appliquer différentes forces sur différentes zones de l’ébauche. Dans ce scénario, la presse peut être équipée d’un porte-flan multipoints et / ou d’un système d’amortissement qui emploie plusieurs circuits hydrauliques, chacun avec sa propre commande, pour appliquer une pression différentielle au porte-flan et / ou au coussin. Par exemple, certaines pièces rectangulaires nécessitent des forces sensiblement différentes sur leurs coins et sur leurs côtés. Des supports et / ou des coussins de flans multipoints rendent cela possible. Pour améliorer encore la précision des pièces de forme irrégulière, une commande en boucle fermée peut être ajoutée aux systèmes multipoints.
Options d'amortissement
Les systèmes de coussin sont généralement configurés avec des broches réglables pour accueillir plusieurs outils. Une presse équipée d’un coussin peut fonctionner avec ou sans l’activation du coussin. Des boîtes à coussin autonomes sont également disponibles en version rétro-ajustée pour étendre les capacités d’une presse existante.

Dans les applications de matrice progressive, des coussins peuvent également être utilisés pendant le démarrage pour appliquer une résistance à la matrice et aider à éviter une charge décentrée importante lorsque les stations n’ont pas été chargées uniformément avec des flans / pièces.
Blanking et perçage
Pour les processus progressifs, les presses peuvent être configurées avec des capacités de découpage et de perçage en ligne combinées à un emboutissage profond. Dans certains cas, le processus de suppression peut générer des chocs et des vibrations importants. Pour minimiser ces facteurs et augmenter la durée de vie de l’outil et de la presse, l’étage d’obturation peut être configuré avec des amortisseurs hydrauliques.
Visitez notre page sur l’emboutissage pour en savoir plus sur les presses d’emboutissage personnalisées.
Contactez-nous à propos de vos besoins en presses hydrauliques.

