Introduction
What is Deep Drawing
Deep drawing is a metal forming process for creating seamless, sheet metal parts that are closed on one end and have a depth greater than their radius. Deep drawn parts achieve their shape by drawing metal into a cavity rather than by stretching or thinning over a die, so the original sheet thickness remains essentially the same from start to finish. A deep drawn part can be recognized by its depth and its smooth, radiused corners. Examples range from cans, pots, kegs, and compressed gas cylinders to eyelets, sinks, and automotive body panels.
Simple parts can be drawn to their finished shape in a single step while complex shapes, including parts that are especially deep, may require multiple steps. Deep drawing typically is used in combination with other techniques like blanking and piercing to create a finished product. In some cases, all steps can be completed using a single press.


Advantages of Deep Drawing
Deep drawing has been around for centuries, and for good reason. The process is accurate and repeatable with many advantages:
- No Seams: Deep drawing produces shapes that are uniform and seamless, reducing potential weak points in the finished part.
- Strength: In some cases, material hardening during deformation can increase the strength of parts.
- Uniformity: Deep drawn parts have a high degree of consistency from the start of a production run to the end.
- Rapid Cycle Time: Presses set up for deep drawing can be cycled quickly, making this a very efficient way to produce large quantities of parts.
- Reduced Technical Labor: Deep drawing can be automated, reducing labor costs significantly.
- Low Maintenance: Deep draw setups require less ongoing maintenance than competing processes.
- Faster Assembly: Deep drawing can create shapes with a closed end, reducing or eliminating the need for fabrication or welding as secondary processes.
When to Use Deep Drawing
Deep drawing works best with ductile metals. In general, any metal that can be cold rolled into sheet should have sufficient ductility to be deep drawn, but material properties like work hardening or anisotropy also may need to be considered. Appropriate materials include aluminum alloys, brass, copper and copper alloys, titanium, cold rolled low carbon sheet steel, and some stainless steels.
Ideal shapes for deep drawing include rectangles and axi-symmetric structures like cylinders or hemispheres, but the process can handle more complex shapes, too.
Depending on the shape being produced, tooling and setup costs can vary widely. For simple shapes, costs can be lower than other processes, but with increased complexity comes increased cost. In some cases, that cost may be offset by deep drawing’s minimal downtime, low maintenance, and reduced technical labor requirements over the lifetime of the product. Factors that can increase complexity include:
- Presence and location of part features
- Direction of features
- Protrusion of features
- Part size and proportions, including material thickness

Process Considerations
When it comes time to design a deep drawn part, the following considerations should be taken into account:
- Process
- Annual production volume
- Target production rates
- Target pricing
- Finished part shape and tolerances
- Forming progression and number of stages
- Material type and mechanical properties
- Material grade, heat treat condition
- Drawability: Plastic strain ratio and strain hardening
- Anisotropy
- Blank size, shape, and thickness
- Presses
- Multi-station or single station
- Transfer or progressive
- Single-action or double-action
- Cushioning capabilities
- Tooling
- Quick change tooling capability
- Single action dies
- Double action dies
- Compound dies
- Progressive dies
- Multiple dies with transfer mechanisms
Alternative Processes
In certain cases, other processes can be used to achieve similar results. These processes include:
- Hydroforming: An advanced sheet and tube forming process that uses hydraulic pressure instead of a fixed punch to produce geometries not suitable for deep drawing, including undercut or bulged shapes.
- Spinning: A process appropriate for some axisymmetric parts that deforms a rotating blank against a shaped, concentric, rotating mandrel. Tooling costs are typically lower than deep drawing, but cycle times are longer and setup may require a more skilled machine programmer.
- Fabrication: For prototyping or small production runs, parts can be produced from multiple sheets via welding or other joining processes. In most cases, fabrication is only appropriate when production volume is not high enough justify the cost of dedicated tooling.
The Deep Drawing Process
Overview
In its most basic form, deep drawing uses a punch to force a sheet metal blank into a die cavity to produce a tall, smooth, closed-ended part with the same sheet thickness as the blank. To encourage metal to flow, the lead-in of the die and nose of the punch must be radiused, the diameter of the punch must fall within an acceptable size range for the material, and clearances between punch and die must be carefully regulated. Too much clearance, and the part will wrinkle. Too little, and the part will tear. Many deep draw setups add a blank holder and pressure pad to minimize defects and allow deeper draws.
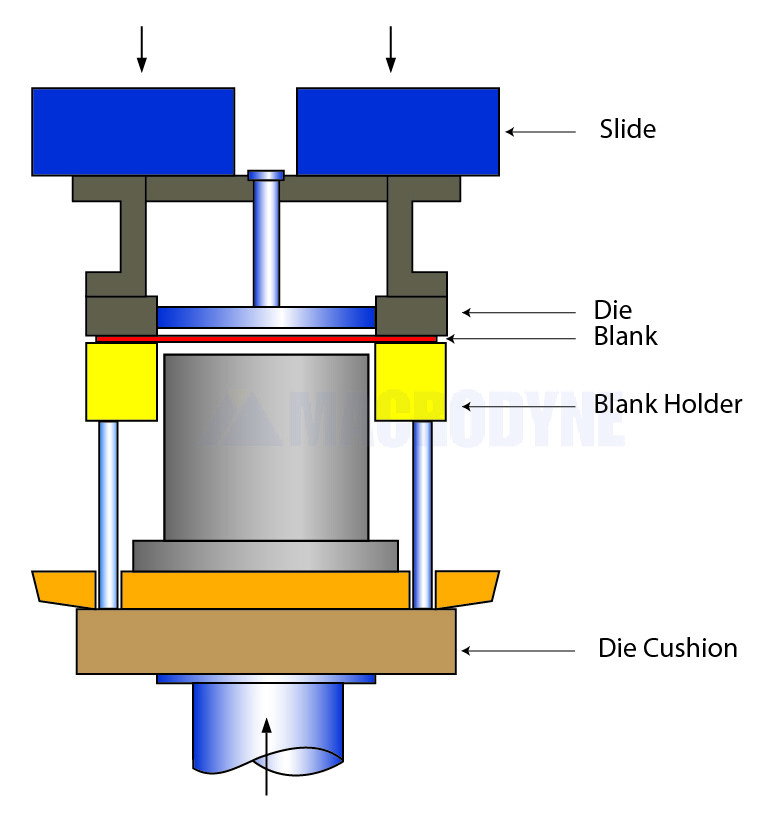
A blank holder is a flat or contoured plate with an opening in its center for the punch. During the draw, the blank holder applies pressure to keep the blank in contact with the die face. This pressure helps counteract sheet metal’s tendency to wrinkle from compressive hoop stresses that build up around the lead-in radius of the die cavity. Required blank holder forces vary with material thickness. Thick blanks, with a thickness-to-diameter ratio of 0.03 or greater, require little or no blank holder force, while thin blanks can require as much as 30% of the drawing load.
In some cases, cushioning force also needs to be applied to hold the blank against the nose of the punch to prevent thinning or tearing. During the draw, a pressure pad pushes against the blank, keeping it in contact with the nose of the punch. This helps counteract sheet metal’s tendency to stretch or tear from tensile stress where the blank wraps around the punch nose. Pressure pad force typically requires the use of a double-action press with die cushion capabilities.
Success Factors
A comprehensive examination of all parameters that affect deep drawing is beyond the scope of this article. Instead, we will look at a few key factors: clearance, draw reduction ratio, punch and blank holder force, and common defects.
Clearance
A defect-free deep draw depends on proper punch and die clearance. Too little, and the material will be pierced or torn instead of flowing into the die cavity. Too much, and the workpiece will wrinkle. In deep drawing, clearance values tend to fall between 107 and 115% of sheet thickness. In contrast, clearance in cutting operations is around 3 to 8% of the sheet thickness.
Draw Reduction Ratio
Forcing a blank into a die cavity reduces the blank’s diameter and generates circumferential compressive stress as the blank deforms over the die’s lead-in radius. The greater the reduction in diameter, the higher the stress. The higher the stress, the greater the flow resistance. If flow resistance exceeds the blank’s tensile strength, the blank will stretch or tear near the nose of the punch.
To avoid this situation, the process must be designed to reduce the blank’s diameter by no more than the material can tolerate. This limiting draw ratio (LDR) varies based on material, thickness, and the number of times the part has already been drawn. Draw ratios typically are included with the raw material’s specifications in a draw reduction chart. If the reduction during a deep draw exceeds this limit, the part will need to be drawn in stages.
Example: Calculating blank size and number of draws for a cylindrical cup
To illustrate this concept, we will step through the basic calculations to determine how many draws would be needed to produce a flangeless cylindrical cup that is 6 inches tall with a diameter of 4 inches. A cup with a retained flange or a more complex shape would require more complex calculations, but the underlying concepts remain the same.
First, calculate the blank size. Because sheet thickness remains essentially the same during deep drawing, the surface area of the finished part plus any residual flange material will be equal to the surface area of the blank. In our example of a cylindrical cup with no flange, we can calculate the required blank size with the following formula:
Where Rb = Radius of the blank, Rc = Radius of the cup, and H = height of the cup
For a 6″ by 4″ cup, this calculation returns a blank diameter of 10.58″.
Next, calculate the draw reduction needed to achieve our final part’s diameter. To do so, divide the part diameter by the blank diameter and subtract that number from 1:
Where Dc = Diameter of the cup and Db = Diameter of the blank.
The reduction for our example cup is about 62%. For ease of calculation, we will assume our blank’s LDR is 2.0 for the first draw, 1.5 for second, and 1.25 for the third. These translate to a 50% reduction for the first draw, 30% for second, and 20% for third. Because the cup requires more than 50% total reduction, the process will require more than one stage.
In the first stage, the cup diameter can be reduced 50%, resulting in an intermediate part diameter of 5.29″. In the second stage, the cup diameter can be reduced up to 30%. Drawing to that limit would result in a part diameter of 3.70″. This diameter is smaller than the specified 4″, so the cup can be safely be drawn in 2 stages.

Causes and Prevention of Common Defects
In deep drawing, many defects can be avoided with careful part design. Design strategies include:
- Reducing complexity and asymmetry
- Planning blank geometry to minimize excess material
- Adjusting grain orientation to minimize stresses in asymmetric designs
- Using CAD and finite element modelling to optimize progression and tooling designs prior to manufacturing of tools. Simulations can save significant labor and tool costs by avoiding expensive trial-and-error process revisions.
Successful deep drawing requires an awareness of ductility and metal flow principles. Thicker materials can tolerate deep drawing better than thin materials because of their volume and ability to stretch over greater distances; however, blanks that are too large can restrict metal flow. Most deep drawing defects are the result of one or more of the following factors:
- Improper force distribution
- Failure to consider blank material properties
- An incorrect draw ratio
- Incorrect management of friction
Below are brief descriptions of common defects and ways to avoid them.
Earing
A wavy upper margin on a drawn part, earing is a side effect of using anisotropic blank materials. If a sheet is stronger in one planar direction than others, preferential directional flow will form ears at the top of the part. The most common solution is to leave enough extra material on the drawn part to allow trimming. Additional material processing also can reduce anisotropy at increased cost.
Wrinkling
A series of radial ridges in the flange of the part, wrinkles typically are caused by inconsistent metal flow. Wrinkles can appear as vertical defects if the ridges are drawn into the die. Proper management of radial drawing stress and circumferential compressive stress can reduce or eliminate wrinkles. In some cases, multiple reductions may be required. Wrinkling can be avoided by using blank holders, modifying punch and die radii, adjusting blank size or shape, and draw blank positioning. When a blank holder is used, insufficient blank holder force can cause wrinkling. For thickness ratios of 0.5% or less, blank holders may not be effective.
Using Draw Beads
Draw beads can help manage metal flow without the need for excessive blank holder force. A raised contour that surrounds the die cavity, a draw bead forces the blank to bend and unbend as it approaches the cavity, regulating material flow without the need for additional blank holder force.
Thinning and Tearing
When stresses in the part’s vertical wall are not properly accounted for, the blank can thin or tear near the leading edge of the punch. Thinning and tearing typically are the result of exceeding the material’s limiting draw ratio, too much blank holder force, insufficient punch/die clearance, an incorrect blank shape, poor lubrication or tooling imperfections like surface scratches or pits that increase friction. When tearing occurs at the corners, it may indicate an issue with blank geometry or radii that are too small.
Managing Friction: Lubrication and Surface Finish
Friction between the blank and tooling surfaces can have a major impact on the quality of the finished part. Reducing the coefficient of friction can promote material flow, improve distribution of material strain, and increase tool life. To manage friction, die and blank holder surfaces should be ground and lapped to ensure that they are as smooth as possible, and lubrication should be applied to both sides of the blank before drawing. Common lubricants for deep drawing include oil, soap, emulsions, and waxes. When using a lubricant, blank holder force may need to be increased to account for increased metal flow. Be sure that the lubricant being used is appropriate for the temperatures and pressures of the process.
Press Configuration
To configure a press to produce a deep drawn part, it is essential to start with that part’s manufacturing process. In an ideal setting, the process will be based on material type, part specifications, production volume, production speed, and target pricing. These factors then have a direct influence on the part’s forming progression, which in turn influences the specifications of the press(es) and tooling required.
The following factors help determine a part’s forming progression:
- Number of stages: Depending on part size, material, and complexity, multiple reductions may be required.
- Related processes: Some deep drawn parts require other processes like blanking and piercing to create a finished part.
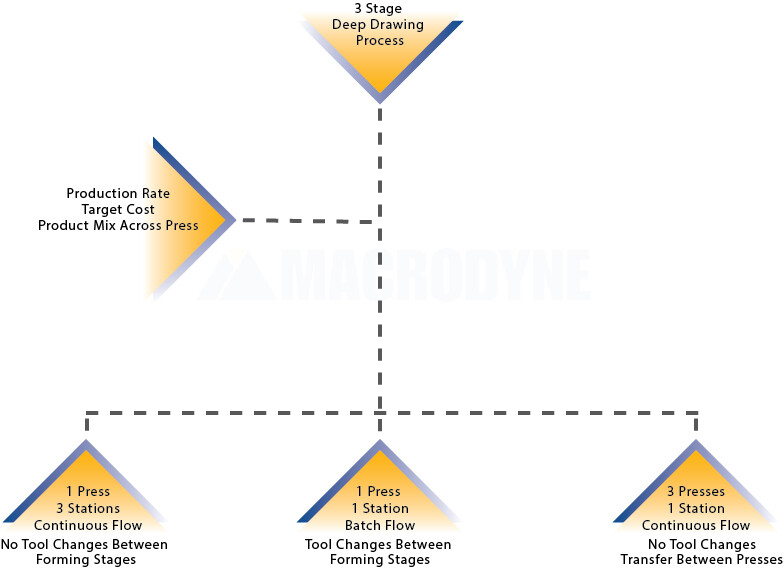
- Transfer method: In a forming progression, parts need to be moved from one stage to the next. This can be accomplished in a single press using a progressive die or with multiple dies. With a progressive die, intermediate parts remain attached to a scrap skeleton and move with the sheet. With multiple dies, each individual part must be moved from station to station via a separate transfer mechanism. When multiple presses are used, individual parts must be moved from press to press.
A progression can be implemented in different ways with different advantages and disadvantages. The best choice strikes a balance between economic factors and quality. Additional considerations include:
- Quick-Change Tooling: For presses that will be used for multiple products, quick-change tooling can reduce costly downtime when moving from one product line to another. A press dedicated to a single product, on the other hand, may not need this feature.
- Advanced Features: Particularly complex parts may benefit from features like multi-point blank holders or high accuracy, multi-point cushioning.
Basic Parameters
Bed Size
Tonnages and Speeds
For deep drawing, punch speed must be managed to ensure blank material flows properly during the draw. Likewise, forces applied to the punch, blank holder, and cushion also must be kept within the blank’s acceptable range. Otherwise, the material may thin, tear, or wrinkle. Hydraulic presses excel in this area by virtue of their consistent ram velocity.
Draw speeds vary widely based on material, from as slow as 18 in/min up through 200 in/min. Closing and stripping speeds can be much higher. Tonnages also vary considerably and are directly related to press speed, blank size, shape, and material. In most cases, separate forces will be required for the punch, blank holder, and cushion.
| Deep Drawing Speeds for Common Materials | |
| Material | Speed (in/min) |
| Aluminum | 150-175 |
| Brass | 175-200 |
| Copper | 125-150 |
| Steel | 18-50 |
| Stainless Steel | 30-40 |
Stroke and Daylight
For flanged parts that require stripping, enough daylight must be available between the fully retracted punch and the die face to allow removal of the finished part from the press. In practice, this translates to daylight that is double the press stroke. If a press will be used to produce more than one part, stroke and daylight should accommodate the largest expected tooling. If parts can be drawn completely into/through the die, then stroke can be shortened to allow extraction from beneath the die once the draw has been completed. With a multi-stage press, all stages must be taken into account. In some cases, an intermediate part shape may require more daylight than the finished part.
Advanced Capabilities
Multi-Point Blank Holders and Cushions
Deep drawn parts often require the use of a blank holder to prevent wrinkling and a cushion to prevent stretching, thinning, and tearing. Depending on a part’s shape or complexity, it may be necessary to apply different forces to different areas of the blank. In this scenario, the press can be equipped with a multi-point blank holder and/or cushioning system that employs multiple hydraulic circuits, each with its own control, to apply differential pressure to the blank holder and/or cushion. For example, some rectangular parts require significantly different forces on their corners versus along their sides. Multi-point blank holders and/or cushions make this possible. To further improve accuracy for odd shaped parts, closed loop control can be added to multi-point systems.
Cushioning Options
Cushion systems typically are configured with adjustable pins to accommodate multiple tools. A cushion-equipped press can be run with or without the cushion activated. Stand-alone cushion boxes also are available as a retro-fit to expand the capabilities of an existing press.

In progressive die applications, cushions can also be used during start-up to apply resistance to the die and help avoid significant off-center loading when stations have not been evenly loaded with blanks/parts.
Blanking and Piercing
For progressive processes, presses can be configured with inline blanking and piercing capabilities combined with deep drawing. In some cases the blanking process can generate significant shock and vibration. To minimize these factors and increase tool and press life, the blanking stage can be configured with hydraulic dampers.
Visit our Deep Drawing page to learn more about custom Deep Drawing Presses
Contact us about your hydraulic press needs.

