Einführung
Superplastische Materialien sind polykristalline Feststoffe, die vor dem Versagen außergewöhnlich großen Zugspannungen unterliegen können, wenn sie unter einem begrenzten Bereich von Bedingungen verformt werden. Zahlreiche metallische Materialien bei einachsiger Spannung können Dehnungen von 300 – 1000% oder mehr aufweisen.
Klicken Sie hier, um mehr über die nächste Generation der Superplastic Forming (GO-SPF) Technologie zu erfahren, die 20x schneller ist und für komplexere Teile verwendet werden kann. Vergessen Sie nicht, sich das Video auf der Seite anzusehen.


Superplastizität
Superplastizität bezieht sich auf die Fähigkeit bestimmter Metalllegierungen und anderer Materialien, sehr großen plastischen Dehnungen mit minimaler Einschnürung zu unterliegen. Es ist eine Eigenschaft von Materialien, die verarbeitet werden können, um eine feine stabile Korngröße zu entwickeln, normalerweise zwischen 5-15 Mikrometer, wenn sie mit relativ geringen Dehnungsraten im Bereich von 0,0001 – 0,001 pro Sekunde bei Temperaturen über dem 0,5-fachen des Materials verformt werden Schmelzpunkt. Diese Verformungsbedingungen sind mit geringen Fließspannungen verbunden mit der relativ hohen Gleichmäßigkeit des plastischen Fließens verbunden. Aufgrund dieser Eigenschaft können Legierungen in viel größere Dimensionen gestreckt werden, wodurch hochfeste Leichtbauteile mit komplexen Geometrien entstehen. Superplastizität wurde bei verschiedenen Arten von Materialien wie Titan, Aluminium, Magnesium und Nickelbasislegierungen, Intermetallen und Keramiken weit verbreitet beobachtet.
Superplastisches Umformen (SPF) Prozess
Superplastisches Umformen bezieht sich auf einen Metallumformprozess, der das metallurgische Phänomen der Superplastizität nutzt, um komplexe und stark konturierte Blechteile zu formen. Während des SPF-Prozesses werden metallische Materialien oder Legierungen in feinkörnigen Blechen bei erhöhten Temperaturen mit Gasdruck in Formen geblasen, um geometrisch komplexe Formen mit der gewünschten Dicke herzustellen. Einige SPF-Prozesse können Vakuumsysteme mit Argongas verwenden, während andere Luft mit oder ohne Vakuum verwenden. Um die gewünschte Umformgeschwindigkeit und Teiledicke zu erreichen, werden variable Gasdruck-Zeit-Kurven verwendet. Der SPF-Prozess wird häufig für verschiedene Anwendungen in der Automobil-, Luftfahrt- und biomedizinischen Industrie verwendet.

Nachdem Sie sich nun über das Superplastic Forming Verfahren informiert haben, klicken Sie hier, um mehr über die nächste Generation der Superplastic Forming (GO-SPF) Technologie zu erfahren, die 20x schneller ist und für komplexere Teile verwendet werden kann. Vergessen Sie nicht, sich das Video auf der Seite anzusehen.
Hauptvorteile des SPF-Prozesses
- Kosteneinsparung durch mehrere Komponenten, die in einem einzigen Teil geformt werden
- Mehrere Bauteile können in einem Arbeitsgang hergestellt werden
- Fähigkeit zur Herstellung größerer, stärkerer und leichterer Teile ohne Verbindungen und Schweißnähte
- Kleine Feder zurück
- Ein Werkzeug erforderlich
Hauptnachteile des SPF-Prozesses
- Hohe Arbeitstemperatur
- Ungleichmäßige Dickenverteilung bei Betrieb mit höheren Dehnungsraten
- Relativ langsamerer Herstellungsprozess im Vergleich zu Stanzen, Warmumformen und Hydroformen
- Erhitzte und geformte Materialien wie Aluminium sind anfällig für Verschleiß oder Fressen
Arten von superplastischen Materialien
Damit ein Material superplastisches Verhalten zeigt, muss es verarbeitet werden können, um eine feinkörnige gleichachsige Mikrostruktur zu entwickeln, die bei der superplastischen Verformungstemperatur stabil bleibt, wo der Korngrenzengleitmechanismus ein wichtiges Merkmal des superplastischen Fließens ist. Superplastizität findet sich in verschiedenen Materialien, einschließlich Metallen und Legierungen, Keramik und Quarzglas. Heute ist die Aluminiumlegierung AA5083 ein relativ kostengünstiges Material, das in großem Umfang zur Herstellung von Autopaneelen bei 450 – 480 ° C verwendet wird. Die Magnesiumlegierung AZ31 ist der leichteste metallische Strukturwerkstoff, der bei 425 °C zur Herstellung von Autopaneelen verwendet wird. Die Titanlegierung Ti-AI-4V wird bei 900 o Celsius verarbeitet und findet aufgrund ihrer spezifischen Hochtemperaturfestigkeit breite Anwendung in der Luft- und Raumfahrt. Es entstehen auch neue Legierungen, die bei niedrigeren Temperaturen Superplastizität aufweisen. Beispiel eines Strahltriebwerks mit SPF-geformten Fanschaufeln.
Anwendung von superplastischen Materialien
Materiallegierungen wie Aluminium AA5083, Magnesium AZ31 und Titan Ti-AI-4V werden heute in großem Umfang in der Automobil- und Luft- und Raumfahrtindustrie verwendet.
Einer der wichtigsten Vorteile von SPF ist die Fähigkeit, größere, stärkere und leichtere Teile als herkömmliche Umformverfahren mit weniger Verbindungen und Schweißnähten herzustellen.
Das hohe Festigkeits-Gewichts-Verhältnis und die Korrosionsbeständigkeit von SPF-Komponenten machen sie ideal für Anwendungen in der Luft- und Raumfahrt sowie in der Automobilindustrie. SPF wird für einige der weltweit umfangreichsten Verkehrsflugzeugprogramme zur Herstellung von Flügelteilen, Triebwerksgehäusen, Blättern und Rudern verwendet. SPF wird auch häufig in Fahrzeugprogrammen zur Herstellung von Karosserieblechen, Türen, Dächern, Kotflügeln und Heckklappen verwendet. SPF wird auch für medizinische Geräte, Architekturplatten und sogar Golfschlägerköpfe verwendet.
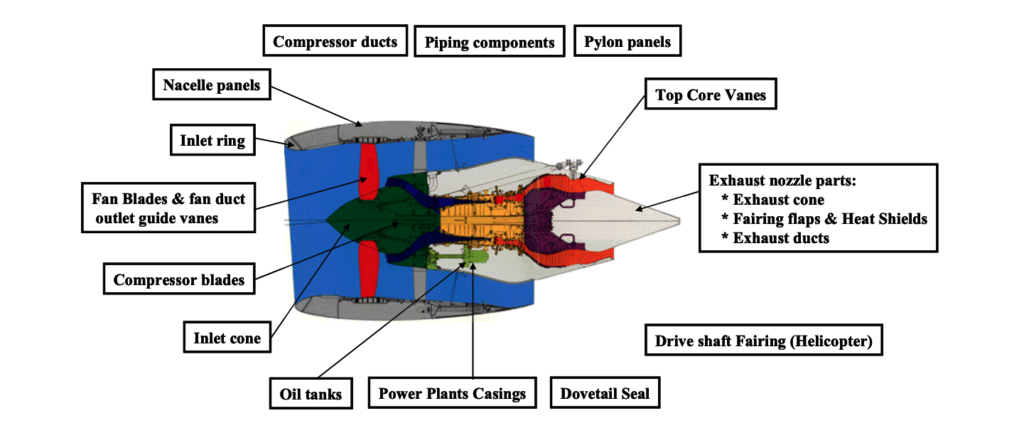
Ein Beispiel für SPF in der Luft- und Raumfahrtindustrie führender Hersteller für Flugzeuge, Raumfahrt und Verteidigung, bei dem die Ti-6AI-4V-Legierung verwendet wurde, um einen Gondel-Mittelträgerrahmen in einem einzigen Bauteil als Alternative zu den acht Elementen und 96 . herzustellen Befestigungselemente, die zuvor erforderlich waren – sowohl unter Verwendung von SPF als auch durch Diffusionsschweißen – führten zu einer Kosteneinsparung von 55 Prozent und einer Gewichtseinsparung von 33 Prozent. SPF kann auch zur Herstellung von Triebwerkskomponenten wie Kompressorschaufeln, Einlasskegel, Fanschaufeln, Fankanal, Öltanks, Kraftwerksgehäuse, Einlassring, Kompressorkanal, Rohrleitungskomponenten, Pylonplatten, Abgaskonus, Abgaskanäle, Wärme verwendet werden Schild und andere.
Superplastisches Blasformen von Blechen
Einzelblatt-Blasformen
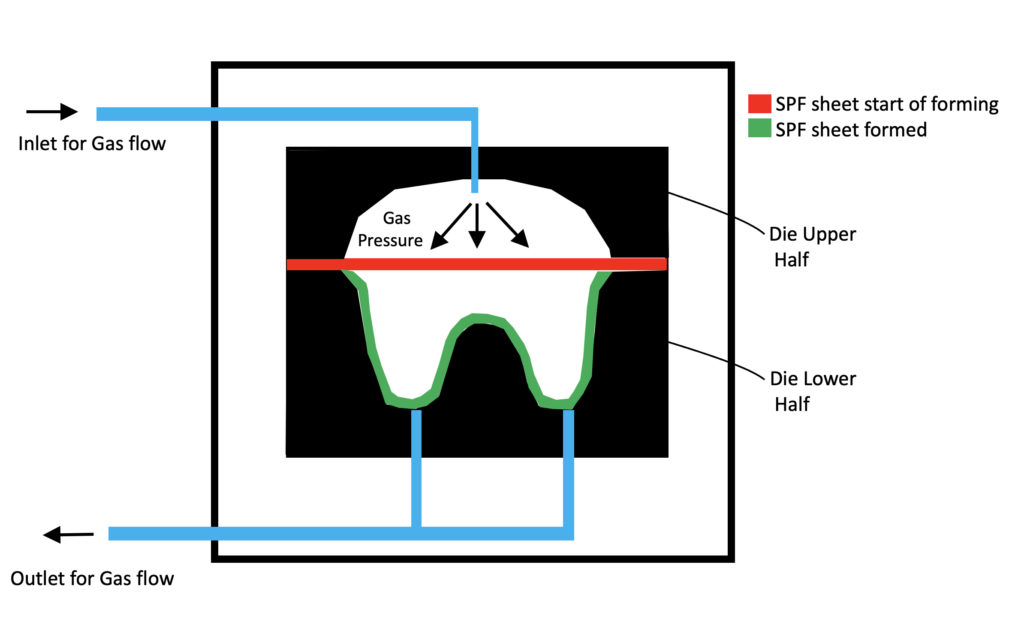
Blasformen kann Einzelblechlegierungen in hochkomplexe Formen herstellen, die künstlerisch gestaltet oder für strukturelle Unterstützung entworfen wurden. Dieser Vorgang wird in einem Arbeitsgang durchgeführt, wodurch die Anzahl der erforderlichen Fügevorgänge reduziert wird. Basierend auf der Anwendung einer Gasdruckdifferenz auf die superplastische Platte, die zu einer Verformung des Materials in eine bestimmte Formkonfiguration führt. Durch die Injektion von Luft oder Argongas wird ein Druck von bis zu 450 psi aufgebracht. Die Matrize wird in einer beheizten Presse auf nahezu konstanter Temperatur gehalten. Der über das Blech aufgebrachte Gasdruck bewirkt, dass sich das Blech in den unteren Teil der Matrize formt. Während des Formens entlüftet das Blech das Gas, das sich anfangs in der unteren Gesenkkammer befindet, in die Atmosphäre. Die untere Düsenkammer kann entweder unter Vakuum oder unter etwas Gegendruck gehalten werden. Das Werkzeug ist typischerweise mit einer Dichtung ausgestattet, die ein Verrutschen des Blechs verhindert und eine Dichtheit gewährleistet, um ein Austreten des Formiergases zu verhindern. Das Legierungsblech wird durch einen Formiergasdruck in die Werkzeugkammer gestreckt. Der Prozess wird fortgesetzt, bis das verformte Blech den unteren Formhohlraum berührt, der die Form des geformten Teils bestimmt. Dickenschwankungen sind bei tiefer gezogenen Teilen ausgeprägter.
Hochgeschwindigkeits-Blasformen (HSBF)
Die SPF-Technologie kann mit dem Crash- oder Ziehverfahren kombiniert werden, um eine neuartige Blechumformungstechnik zu schaffen, das so genannte High-Speed-Blow-Forming-Verfahren (HSBF). Diese Technik ermöglicht es, komplexe Teile mit hoher Geschwindigkeit zu formen und dabei die besten Vorteile jeder Technologie zu nutzen.
Zunächst wird das Blech mit einem geformten Stempel mechanisch in den Hohlraum der Matrize gezogen oder gestanzt, um die maximale Dehnung bei hoher Geschwindigkeit zu erreichen und die Matrize zu verschließen. Sobald dieser erste Schritt abgeschlossen ist, wird die endgültige Form des Teils durch Einblasen eines Druckgases in den Hohlraum erreicht.
Mit dem High-Speed Blow können die Teile nicht nur bis zu 35 Mal schneller geformt werden als mit dem herkömmlichen SPF, sondern auch mit einer besseren Dickenverteilung.
Diese Technologie eignet sich für Karosserie- und Strukturteile in der Automobilindustrie und kann auch für andere große, komplexe Teile in anderen Anwendungen eingesetzt werden.
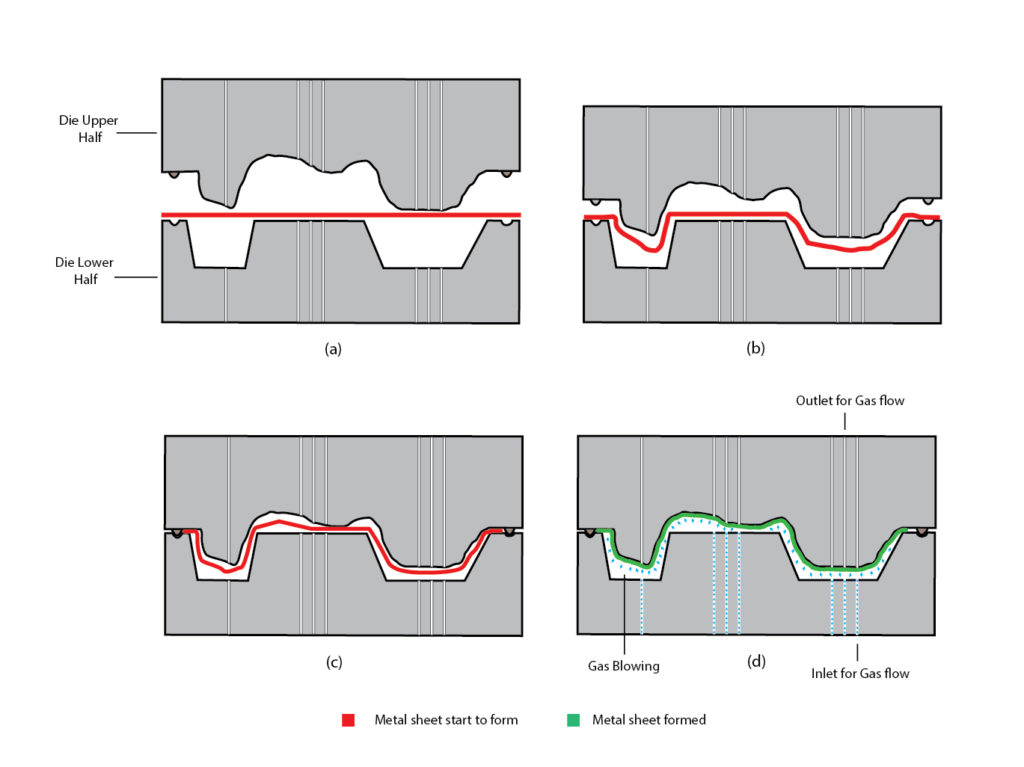
Prozessschritte:
(a) – Leeres Laden
(b) – Zeichnen/Stanzen
(c) – Zeichnung/Stanzung abgeschlossen und Stempel versiegelt
(d) – Gasblasen, um die endgültige Form zu erreichen
Hohlkammerformen
Das Formen von Hohlräumen beginnt mit einem Rohr, dessen zwei Enden zugeschweißt sind, um einen geschlossenen Hohlraum zu erzeugen. An diesen Enden werden dann Gaseinlässe angeschlossen, um eine Argongasströmung und dann einen Innendruckzyklus zu ermöglichen. Nach dem Einlegen in den Formhohlraum und Temperaturerhöhung wird eine komplexe Endform hergestellt.
Multi Sheet Forming SPF & Diffusion Bonding DB
Diffusion Bonding (DB) ist ein Niederdruck-Fügeverfahren mit engem Kontakt zwischen zwei Materialien bei hoher Temperatur. Multi-Sheet-Forming ist ein Verfahren, bei dem SPF mit DB kombiniert wird und zusätzliche Prozessvorteile bietet, wie zum Beispiel hochsteife Multi-Sheet-Strukturen wie Wabenkomponenten. Gewichts- und Kosteneinsparungen werden im Allgemeinen durch eine Reduzierung der Anzahl der zu montierenden Teile durch verbesserte Teilekonsistenz und Austauschbarkeit erreicht.
DB wird in der Nuklear- und Luft- und Raumfahrtindustrie verwendet, um mehrere Bleche in einer Vakuum- oder Inertgasumgebung miteinander zu verbinden. Der Festkörper-Diffusionsprozess ermöglicht es den Molekülen der Bleche, sich bei hohen Temperaturen und hohem Druck zu integrieren, während die meisten inhärenten Eigenschaften der einzelnen Metalle oder Legierungen erhalten bleiben.
Schnelle plastische Umformung (QPF)
Quick Plastic Forming (QPF) ist ein von General Motors für die Automobilindustrie entwickeltes Heißblasformverfahren zur schnellen Massenfertigung von Automobilplatten aus Aluminiumlegierungen und Magnesiumlegierungen in großen Mengen bei 3-6 Minuten Umformzeit. Der Prozess verwendet Trockenschmierstoffe, Werkzeugoberflächenbeschichtungen, schnelles Vorwärmen der Rohlinge, selbsterwärmende Werkzeuge, schnelle automatisierte robotergestützte Materialhandhabungssysteme, druckdichte Abdichtung an der Werkzeugrohling-Schnittstelle und vorprogrammierte Druck-Zeit-Kurve. QPF ermöglichte die Herstellung einer einzelnen integrierten Fahrzeugverkleidung aus Aluminium- oder Magnesiumlegierung, die geometrisch komplexer ist als die mit mehreren gestanzten Stahlstücken erreichbaren. Das QPF-Verfahren wird heute verwendet, um leichte Automobilkomponenten aus A5083-Aluminium und AZ31-Magnesium wie Türen, Kotflügel, Kofferraumdeckel, Heckklappen, Dächer und Karosserieseitenteile herzustellen.

Festlegen von Prozessparametern
Das SPF-Verfahren zum Blasformen einzelner Bleche in der Automobilindustrie verwendet in der Regel die Aluminiumlegierung A5083, die bei 450 oCgeformt wird, oder die Magnesiumlegierung AZ31, die bei 425 oCgeformt wird. Beide Legierungen können mit dem traditionellen SPF-Verfahren sehr langsam zu sehr komplexen, geometrisch geformten Paneelen verarbeitet werden. Mit dem QPF-Verfahren können sie aber auch wesentlich schneller zu Automobilpaneelen in Produktionszyklen von 3-6 Minuten hergestellt werden, allerdings mit weniger komplexen, geometrisch geformten Paneelen. Der SPF- und QPF-Prozess erfordert eine hydraulische Viersäulenpresse mit eingebautem Gasflusskontrollsystem und beheiztem Ofen, wenn das Werkzeug kein Selbsterwärmungssystem hat.
Das SPF-Verfahren zum Blasformen einzelner Bleche in der Luft- und Raumfahrtindustrie verwendet typischerweise die Titanlegierung Ti- 6AI -4V, die bei 900 °C geformt wird, oder andere Titan- und Nickellegierungen. Bleche aus Titanlegierungen werden typischerweise unter Verwendung des SPF-Prozesses in 2-12 Stunden Produktionszyklen hergestellt. Dieser Prozess erfordert eine hydraulische Viersäulenpresse mit integriertem Pressofen, Vakuumsystem und Gasflusskontrollsystem.
Die Größe der Presse hängt von der Größe des Fertigungsteils ab und kann von 60 Tonnen (F&E-Plattengröße 85 x 85 mm 2 ) bis hin zu schweren Industriepressen von mehreren Tausend Tonnen und Plattengrößen bis 5000 x 3000 mm 2 variieren . Pressheizplatten sind im Allgemeinen in mehrere Heizzonen unterteilt, wobei jede Zone individuell temperaturgesteuert wird.
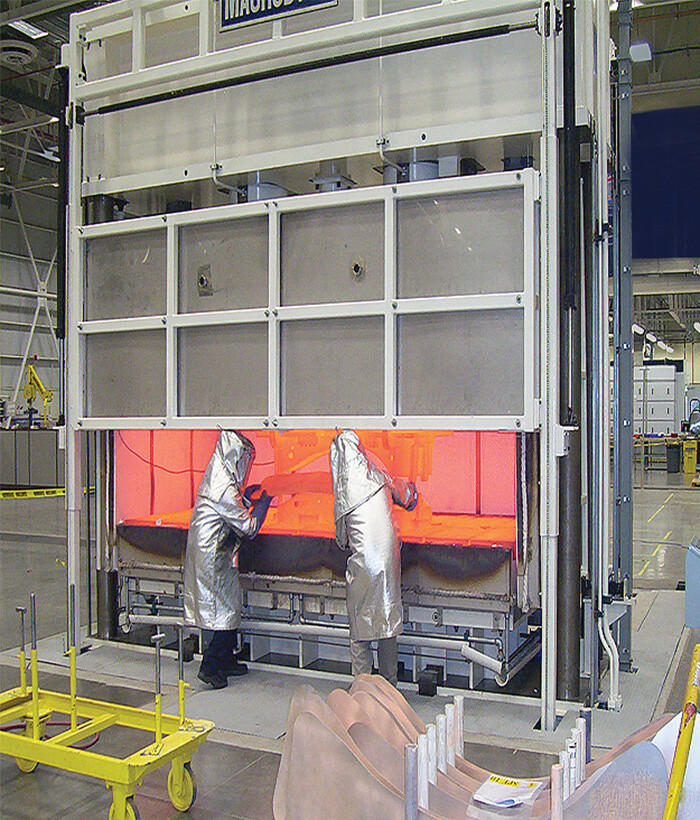
Techniken zur Entnahme von Formteilen aus der Matrize sind:
- Die manuelle Entnahme nach dem Öffnen der Fronttür durch den Bediener mit einer Schmiedezange entnimmt das umgeformte Blech direkt aus der heißen Zone des Ofens.
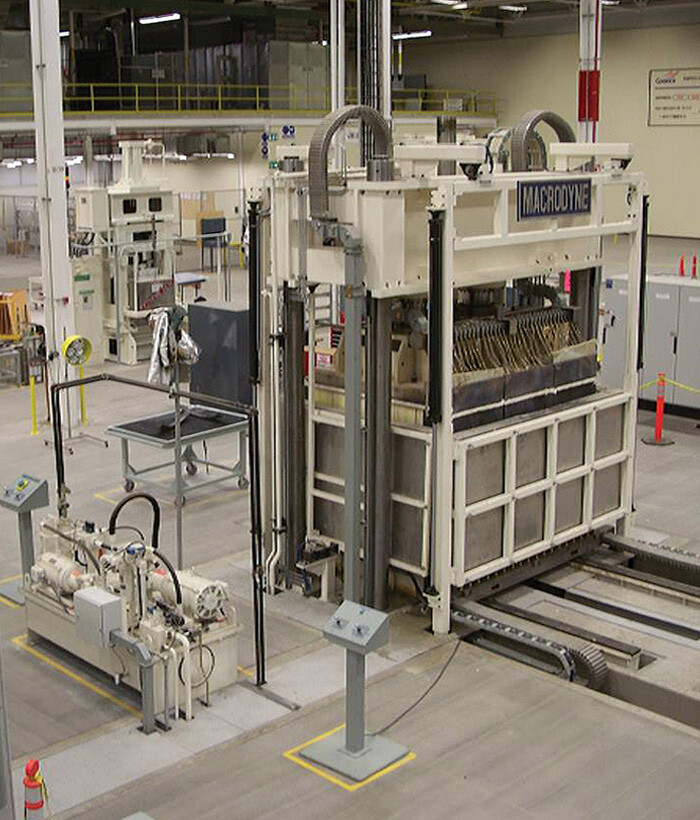
- Technologie mit beweglichen Platten, bei der der untere Teil des Pressofens, der isoliert ist und über ein internes Heizsystem für die Platten verfügt, auf dem Shuttle platziert wird, um die Blechentnahme außerhalb der Heizzone zu ermöglichen.
Die folgende Tabelle verallgemeinert einige der Prozessparameter für SPF
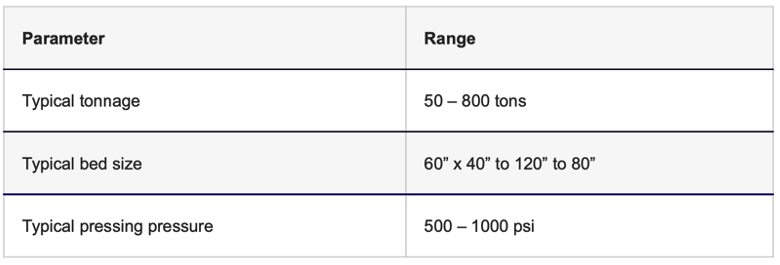
Beispiel:
Die Tonnage-Spezifikationen von SPF-Pressen hängen von der Größe des Werkzeugs und des Bauteils ab. Die Pressen sind praktisch Klemmmechanismen, und die Geschwindigkeiten sind nicht die gleichen wie im normalen Pressenbetrieb. Abgesehen von einem Druck von 500 psi, der zum Öffnen der Presse erforderlich ist, muss die Tonnage höher sein, um die richtige Klemmwirkung zu erzielen.
Wenn das Teil 50 x 30 Zoll groß ist, beträgt die Teilfläche 1.500 Quadratzoll. Nehmen Sie diese 1500 Quadratzoll und multiplizieren Sie sie mit dem Druck: 500 psi würden 750.000 Pfund Kraft (oder 375 Tonnen) entsprechen. Idealerweise sollte die Tonnage der Presse 450 bis 500 Tonnen betragen, mit einer Schnellschließgeschwindigkeit von etwa 50 Zoll pro Minute, einer schnellen Rückkehr von 50 Zoll pro Minute und einem Pressen von 1 bis 5 Zoll pro Minute.
Es ist unbedingt darauf zu achten, dass die Materialien über den gesamten Plattenbereich eine gleichmäßige Dicke aufweisen, um eine gleichmäßige Zugfestigkeit zu gewährleisten. Der Prozess muss auch die Auswirkungen der Rückfederung berücksichtigen, die auftritt, wenn der Druck während des Produktionsprozesses abgebaut wird.
Ebenso kann Fressen auftreten, wenn Reibung und Adhäsion vorhanden sind, was zu örtlicher Rauheit und anderen Oberflächenfehlern führt. Dies gilt insbesondere für Aluminium, wenn es in einen superplastischen Zustand erhitzt wird und Druckkräften ausgesetzt ist. Um zu verhindern, dass das Zwischenmaterial an der Form anhaftet, was zu Schwankungen des Materialflusses beim Strecken führt, verwenden Sie Hochtemperaturschmierung, um die Reibung zu begrenzen und das Risiko des Fressens zu mindern.
Hydraulisches SPF-Pressendesign
Eine speziell für eine SPF-Anwendung entwickelte hydraulische Presse ist das Herzstück jedes SPF-Vorgangs. Mehrere wichtige SPF-Pressefunktionen haben Auswirkungen auf die Prozessergebnisse:
Präzise und wiederholbare Argongasdrücke und Mehrzonen-Temperaturregelung. Dies sind kritische Elemente einer erfolgreichen SPF-Operation. Um die Effektivität dieser Systeme zu maximieren, ist eine flexible und wiederholbare Pressensteuerung erforderlich. Präzisions-Gasströmungsmanagementsysteme umfassen Wärmetauscher für die Heißgaskühlung während des Auspuffs und liefern genaue und wiederholbare Argongasdrücke.
Innovative Hydraulik- und Steuerungsfunktionen ermöglichen es, die Presskraft proportional zum Argondruckanstieg zu erhöhen und umgekehrt, um die Belastung der Werkzeugdichtungen zu minimieren.
Hocheffiziente Hitzeschilde und keramische Isolierungen gehören zur Standardausstattung der Macrodyne SPF-Pressen und sorgen für eine optimale Isolierung der hohen Temperaturen, die durch den Prozess entstehen, und gewährleisten gleichzeitig eine lange Lebensdauer der Komponenten und die Sicherheit des Bedieners.
Spezialisierte Kolbenführungsanordnungen, bestehend aus einer zentralen Kolbenführungsbaugruppe und einer temperaturkompensierten Führungsstange/Verdrehsicherungsanordnung in der Traverse, sorgen für eine verbesserte Führung der beweglichen Platte.
Hochgeschwindigkeits-Datenerfassungssysteme bieten verbesserten Zugriff auf Prozessvariableninformationen und optimieren die Datenintegration zwischen der Druckmaschine und den internen Netzwerken.
Fortschrittliche Steuerungssysteme zur Verwaltung von Prozessvariablen, einschließlich Mehrzonen-Temperaturregelung, gewährleisten erfolgreiche superplastische Umformvorgänge.
Rolltische für den schnellen und sicheren Werkzeugwechsel. Sie sind anpassbar und in Einzel- und Doppelstempel-Konfigurationen für eine Fahrt in eine Richtung oder in T-Form erhältlich.
Macrodyne-Pressen
Egal, ob Sie neu im SPF-Prozess sind oder ein Unternehmen mit langjähriger Erfahrung mit der Anwendung vertreten, wir empfehlen Ihnen, sich noch heute mit uns in Verbindung zu setzen. Wir können mit Ihnen zusammenarbeiten, um Ihre Produktionsumgebung zu optimieren und Ihnen dabei zu helfen, eine erstklassige Teilequalität bei höheren Stückzahlen und niedrigeren Kosten zu erzielen.
Kontaktieren Sie uns bezüglich Ihres Bedarfs an hydraulischen Pressen für die Metallumformung.
Nun, da Sie den Prozess des superplastischen Formens verstanden haben, Klicken Sie hier um mehr über die nächste Generation der Superplastic Forming (GO-SPF) Technologie zu erfahren, die 20x schneller ist und für komplexere Teile verwendet werden kann. Vergessen Sie nicht, sich das Video auf dieser Seite anzusehen.
Bildreferenzen
- Abbildung 1: Eine 400-Heizplattenpresse, Macrodyne
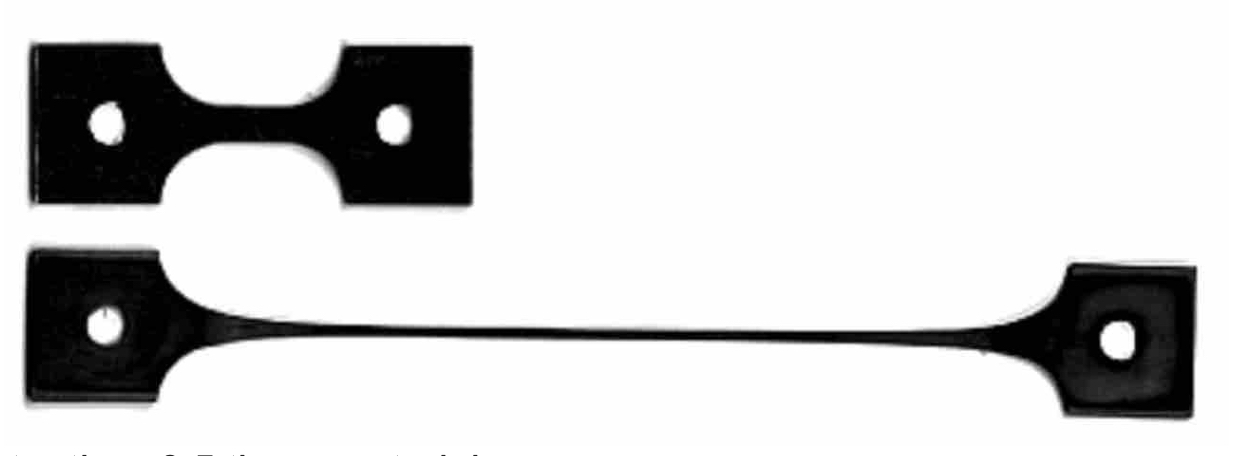
- Abbildung 2: Aluminium A5083 Hundeknochenproben einachsig Instron Maschine gestreckt bei 450 °C mit einer Dehnungsrate von 0,001/Sekunde. Das Bild zeigt die Probenlänge am Anfang und am Ende.
- Abbildung 3: Superplastischer Umformprozess von Anfang bis Ende Schritt 1 bis Schritt 4. Druckgas wird als Formwerkzeug verwendet, um eine erwärmte Formplatte auf eine Formwerkzeugoberfläche zu strecken, um ein geformtes Teil zu erzeugen.
- Abbildung 4: D. Serra. Superplastische Umformanwendungen an Flugzeugtriebwerken. Eine Überprüfung der ITP-Herstellungsprozesse. EuroSPF08, September 2008, Carcassonne, Frankreich. ffhal-00359685f. https://hal.archives-ouvertes.fr/hal-00359685/document
- Abbildung 5: Erhitzte einzelne Materialbahn wird superplastisch in die untere Werkzeughälfte geblasen, wodurch ein Formteil entsteht.
- Abbildung 6: Pritzlaff, Reinhard (2019, 14. Mai). Wie Sie Autos durch superplastische Umformung leicht machen können. Formen . https://www.shapesbyhydro.com/de/manufacturing/how-you-can-can-lightweight-cars-with-superplastic-forming/
- Abbildung 7: Eine 600-Heizplattenpresse, Macrodyne
- Abbildung 8: A 175 beheizte Plattenpresse, Macrodyne

