Introducción
Los materiales superplásticos son sólidos policristalinos que pueden sufrir tensiones de tracción excepcionalmente grandes antes de fallar, cuando se deforman en un rango limitado de condiciones. Numerosos materiales metálicos en tensión uniaxial pueden mostrar alargamientos entre 300 y 1000% o más.
Haz clic aquí para conocer la nueva generación de la tecnología de Conformado Superplástico (GO-SPF), que es 20 veces más rápida y puede utilizarse para piezas más complejas. No olvides ver el vídeo de la página.


Superplasticidad
La superplasticidad se refiere a la capacidad de ciertas aleaciones de metales y otros materiales para sufrir deformaciones plásticas muy grandes con un mínimo de formación de cuello. Es una característica de los materiales que pueden procesarse para desarrollar un tamaño de grano fino y estable, generalmente entre 5-15 micrómetros, cuando se deforman a velocidades de deformación relativamente lentas en el rango de 0,0001 – 0,001 por segundo a temperaturas superiores a 0,5 veces el material. punto de fusion. Estas condiciones de deformación están asociadas con tensiones de flujo bajas combinadas con la uniformidad relativamente alta del flujo plástico. Debido a esta característica, las aleaciones se pueden estirar en tamaños mucho más grandes, produciendo componentes livianos de alta resistencia con geometrías complejas. La superplasticidad se ha observado ampliamente en varios tipos de materiales, como titanio, aluminio, magnesio y aleaciones a base de níquel, intermetálicos y cerámicos.
Proceso de conformado superplástico (SPF)
El conformado superplástico se refiere a un proceso de conformado de metales que aprovecha el fenómeno metalúrgico de la superplasticidad para formar piezas de chapa de metal complejas y altamente contorneadas. Durante el proceso SPF, los materiales metálicos o las aleaciones en láminas de grano fino se inyectan a presión con gas en troqueles a temperaturas elevadas para fabricar formas geométricamente complejas con el espesor deseado. Algunos procesos SPF pueden utilizar sistemas de vacío con gas argón, mientras que otros pueden usar aire con o sin vacío. Se utilizan curvas de tiempo de presión de gas variable para lograr la velocidad de formación y el grosor de la pieza deseados. El proceso SPF se usa ampliamente para diversas aplicaciones en la industria automotriz, aeroespacial y biomédica.

Ahora que has leído el proceso de Conformado Superplástico, haz clic aquí para conocer la nueva generación de la tecnología de Conformado Superplástico (GO-SPF), que es 20 veces más rápida y puede utilizarse para piezas más complejas. No olvides ver el vídeo de la página.
Principales ventajas del proceso SPF
- Ahorro de costos de múltiples componentes formados en una sola pieza
- Se pueden producir varios componentes en una sola operación
- Capacidad para producir piezas más grandes, resistentes y ligeras sin juntas ni soldaduras
- Pequeña primavera de regreso
- Se requiere una herramienta
Principales desventajas del proceso SPF
- Alta temperatura de trabajo
- Distribución de espesor no uniforme cuando se opera a tasas de deformación más altas
- Proceso de fabricación relativamente más lento en comparación con el estampado, el conformado en caliente y el hidroformado.
- Los materiales formados y calentados, como el aluminio, son susceptibles de desgastarse o desgastarse.
Tipos de materiales superplásticos
Para que un material exhiba un comportamiento superplástico, debe ser capaz de ser procesado para desarrollar una microestructura de grano fino equiaxial que permanecerá estable a la temperatura de deformación superplástica donde el mecanismo de deslizamiento del límite de grano es una característica importante del flujo superplástico. La superplasticidad se encuentra en varios materiales, incluidos metales y aleaciones, cerámica y vidrio de sílice. Hoy en día, la aleación de aluminio AA5083 es un material relativamente económico que se usa ampliamente para producir paneles automotrices a 450 o – 480 o Celsius. La aleación de magnesio AZ31 es el material metálico estructural más ligero que se utiliza para producir paneles de automoción a 425 o Celsius. La aleación de titanio Ti-AI-4V se procesa a 900 o Celsius y encuentra un uso extensivo en aplicaciones aeroespaciales debido a su resistencia específica a altas temperaturas. También están surgiendo nuevas aleaciones que exhiben superplasticidad a temperaturas más bajas. Ejemplo de motor a reacción con aspas de ventilador formadas con SPF.
Aplicación de los materiales superplásticos
Las aleaciones de materiales como el aluminio AA5083, el magnesio AZ31 y el titanio Ti-AI-4V se utilizan ampliamente en la industria automotriz y aeroespacial en la actualidad.
Una de las ventajas más importantes de SPF es la capacidad de producir piezas más grandes, más fuertes y más ligeras que el proceso de conformado tradicional, con menos uniones y soldaduras.
La alta relación resistencia-peso y la resistencia a la corrosión de los componentes SPF los hacen ideales para aplicaciones de la industria aeroespacial y automotriz. SPF se utiliza en algunos de los programas de aviones comerciales más extensos del mundo para producir partes de alas, carcasas de motores, palas y timones. El SPF también se usa ampliamente en programas de vehículos automotores para producir paneles de carrocería, puertas, techos, guardabarros y puertas elevadoras. El SPF también se utiliza para dispositivos médicos, paneles arquitectónicos e incluso cabezas de palos de golf.
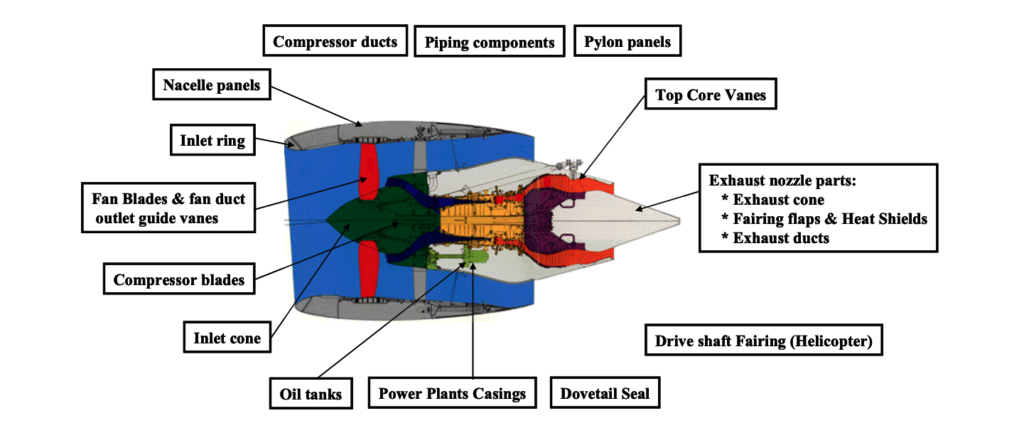
Un ejemplo de SPF en la industria aeroespacial por los principales fabricantes de aeronaves, espacio y defensa, donde se utilizó la aleación Ti-6AI-4V para fabricar un marco de viga central de góndola en un solo componente, como alternativa a los ocho elementos y 96 los sujetadores que se requerían anteriormente, utilizando SPF y unión por difusión, dieron como resultado un ahorro de costos del 55 por ciento y un ahorro de peso del 33 por ciento. SPF también se puede utilizar para fabricar componentes de motores a reacción como paletas de compresor, cono de entrada, paletas de ventilador, conducto de ventilador, tanques de aceite, carcasas de plantas de energía, anillo de entrada, conducto de compresor, componentes de tubería, paneles de pilón, cono de escape, conductos de escape, calefacción escudo, y otros.
Conformado por soplado superplástico de chapas metálicas
Formación por soplado de una sola hoja
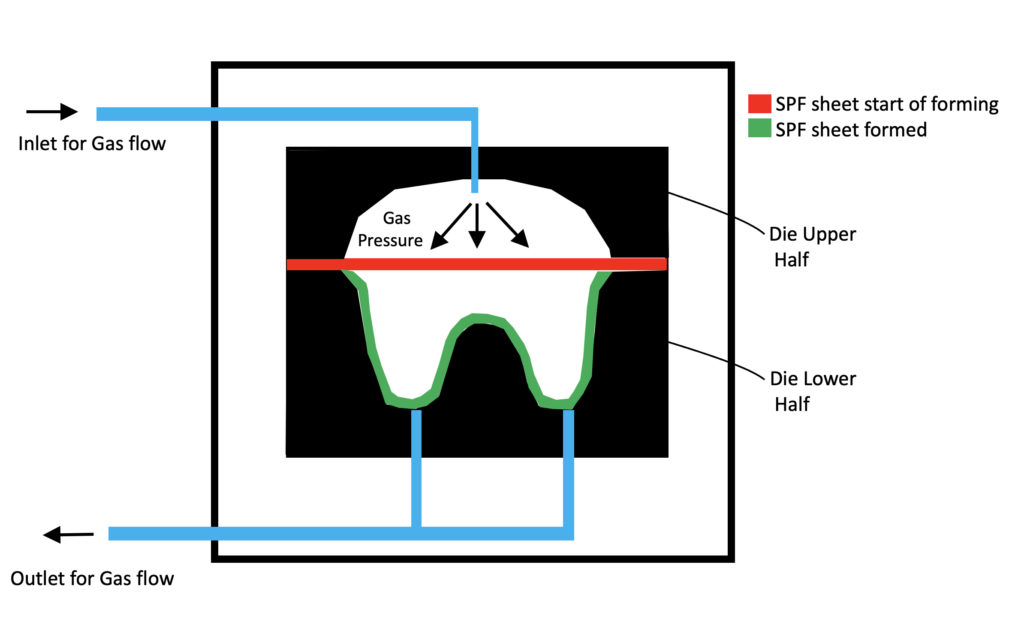
La formación por soplado puede fabricar aleaciones de una sola hoja en formas altamente complejas que se diseñaron artísticamente o se diseñaron para soporte estructural. Este proceso se realiza en una sola operación, reduciendo así el número de operaciones de unión necesarias. Basado en la aplicación de un diferencial de presión de gas en la hoja superplástica, lo que da como resultado la deformación del material en una configuración de matriz particular. Se aplica una presión de hasta 450 psi mediante la inyección de aire o gas argón. La matriz se mantiene a una temperatura casi constante dentro de una prensa calentada. La presión de gas aplicada sobre la hoja hace que la hoja se forme en la parte inferior de la matriz. Durante la formación, la hoja ventila a la atmósfera el gas inicialmente ubicado dentro de la cámara de matriz inferior. La cámara de matriz inferior puede mantenerse al vacío o bajo cierta contrapresión. Las herramientas se diseñan típicamente con un sello que evita que la hoja se deslice y asegura la estanqueidad para evitar fugas del gas de formación. La aleación de la hoja se estira dentro de la cámara de la matriz mediante una presión de gas de formación. El proceso continúa hasta que la hoja deformada entra en contacto con la cavidad del troquel inferior que determina la forma de la pieza formada. La variación del grosor es más pronunciada en las partes dibujadas más profundas.
Soplado a alta velocidad (HSBF)
La tecnología SPF puede combinarse con el conformado por choque o embutición para crear una novedosa técnica de conformado de chapa metálica denominada proceso de conformado por soplado a alta velocidad (HSBF). Esta técnica permite conformar piezas complejas a altas velocidades aprovechando las mejores ventajas de cada tecnología.
En primer lugar, la chapa se embute o punzona mecánicamente en la cavidad de la matriz mediante un punzón con forma para alcanzar el alargamiento máximo a gran velocidad y sellar la matriz. Una vez completado este primer paso, se obtiene la forma final de la pieza soplando un gas a presión dentro de la cavidad.
Con el Soplado de Alta Velocidad, no sólo se pueden conformar las piezas hasta 35 veces más rápido que con el SPF convencional, sino también con una mejor distribución del espesor.
Esta tecnología es adecuada para paneles de carrocería y piezas estructurales de automóviles, y también puede extenderse a cualquier otra pieza compleja de gran tamaño de otras aplicaciones
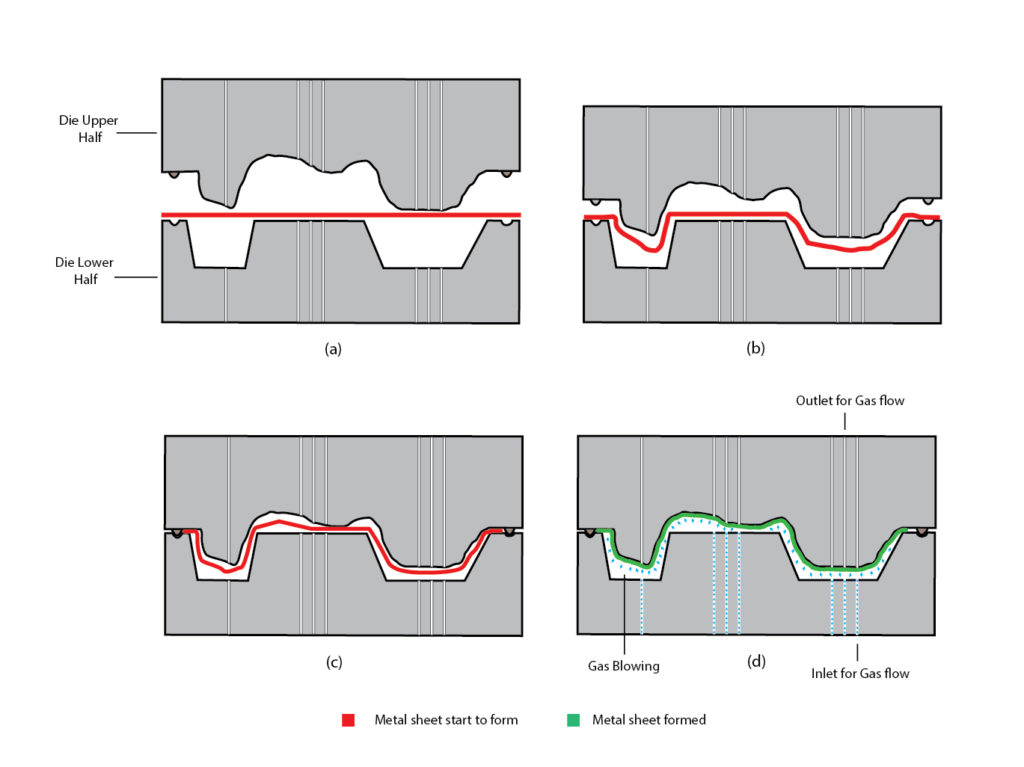
Pasos del proceso:
(a) – Carga en blanco
(b) – Dibujar/perforar
(c) – Dibujo/perforación terminado y troquel sellado
(d) – Soplado de gas para alcanzar la forma final
Formación de cavidades huecas
La formación de cavidades huecas comienza con un tubo con dos extremos soldados cerrados para crear una cavidad cerrada. Las entradas de gas se conectan luego a estos extremos para permitir un flujo de gas argón y luego se aplica un ciclo de presión interna. Después de la inserción en la cavidad de formación de la matriz y el aumento de temperatura, se fabrica una forma final compleja.
Formador de hojas múltiples SPF y unión por difusión DB
La unión por difusión (DB) es un método de unión a baja presión con contacto íntimo entre dos materiales a alta temperatura. El conformado de láminas múltiples es un lugar en el que SPF se combina con DB, lo que ofrece beneficios de proceso adicionales, como estructuras de láminas múltiples de alta rigidez, como componentes en forma de panal. El ahorro de peso y costes se consigue generalmente reduciendo el número de piezas a ensamblar a través de una mejor consistencia e intercambiabilidad de las piezas.
DB se utiliza en las industrias nuclear y aeroespacial para unir varias láminas en un entorno de vacío o gas inerte. El proceso de difusión de estado sólido permite que las moléculas de las láminas se integren a altas temperaturas y presiones, al tiempo que retienen la mayoría de las propiedades inherentes de los metales o aleaciones individuales.
Formación rápida de plástico (QPF)
El conformado rápido de plástico (QPF) es un proceso de conformado por soplado en caliente desarrollado por General Motors para la industria automotriz para fabricar rápidamente en masa paneles automotrices de aleación de aluminio y aleación de magnesio en grandes volúmenes en tiempos de conformado de 3-6 minutos. El proceso utiliza lubricantes secos, recubrimientos de superficies de herramientas, precalentamiento rápido de los espacios en blanco, herramientas autocalentadas, sistemas automatizados rápidos de manipulación de materiales asistidos por robot, sellado hermético a la presión en la interfaz de los espacios en blanco de la herramienta y una curva de tiempo de presión preprogramada. QPF permitió la fabricación de un solo panel integrado para vehículos automotrices en aleación de aluminio o magnesio que es más complejo geométricamente que los que se pueden obtener con múltiples piezas de acero estampadas. En la actualidad, el proceso QPF se utiliza para fabricar componentes automotrices livianos a partir de aluminio A5083 y magnesio AZ31, como puertas, guardabarros, tapas de cubierta, compuertas elevadoras, techos y paneles laterales.

Establecimiento de parámetros de proceso
El proceso SPF de conformado por soplado de chapas individuales en la industria del automóvil suele utilizar la aleación de aluminio A5083, que se conforma a 450 oC, o la aleación de magnesio AZ31, que se conforma a 425 oC. Ambas aleaciones pueden fabricarse muy lentamente en paneles de formas geométricas muy complejas mediante el proceso SPF tradicional o pueden fabricarse mucho más rápido en paneles de automoción en ciclos de producción de 3-6 minutos, pero con paneles de formas geométricas menos complejas, mediante el proceso QPF. El proceso SPF y QPF requiere una prensa hidráulica de cuatro columnas con un sistema de control de flujo de gas incorporado y un horno calentado si la herramienta no tiene un sistema de autocalentamiento.
El proceso SPF de soplado de láminas individuales en la industria aeroespacial generalmente utiliza la aleación de titanio Ti-6AI-4V que se forma a 900 o C u otras aleaciones de titanio y níquel. Las láminas de aleación de titanio se fabrican normalmente mediante un proceso SPF en ciclos de producción de 2 a 12 horas. Este proceso requiere una prensa hidráulica de cuatro columnas con un horno de prensa incorporado, un sistema de vacío y un sistema de control de flujo de gas.
El tamaño de la prensa está relacionado con el tamaño de la pieza de fabricación y puede variar desde 60 Toneladas (tamaño de platina de I + D 85 x 85 mm 2 ) hasta prensas industriales pesadas de varios miles de toneladas y tamaños de platina de hasta 5000 x 3000 mm 2 . Las planchas de calentamiento de la prensa se dividen generalmente en múltiples zonas de calentamiento, con cada zona de temperatura controlada individualmente.
Las técnicas de extracción de piezas formadas del troquel son:
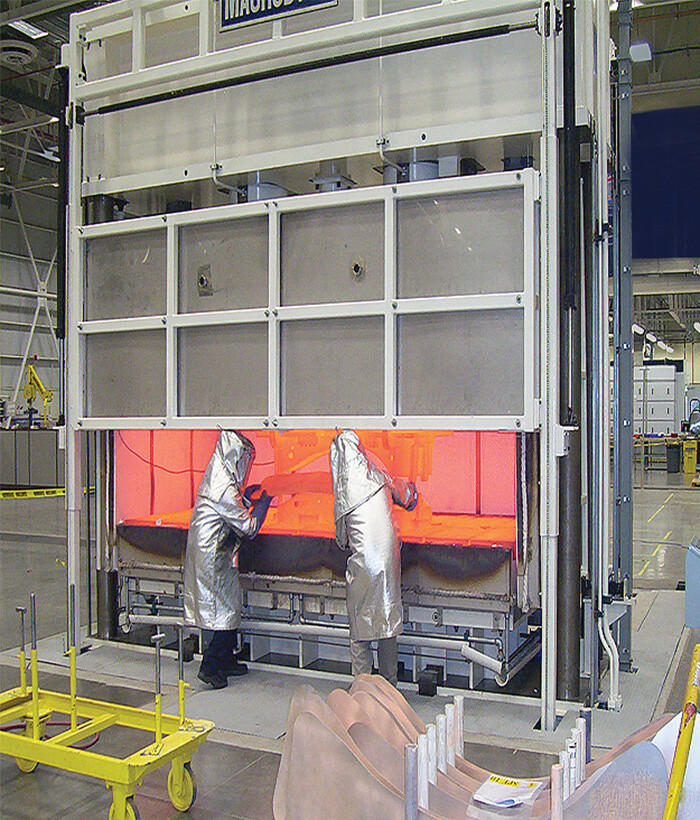
- La extracción manual después de la apertura de la puerta delantera con un operador que utiliza pinzas de fuego tipo herrero elimina la hoja formada directamente de la zona caliente del horno.
- Tecnología de platina móvil donde la parte inferior del horno de prensa que está aislada y tiene un sistema de calentamiento interno para las planchas se coloca en la lanzadera para permitir la extracción de la hoja fuera de la zona de calentamiento.
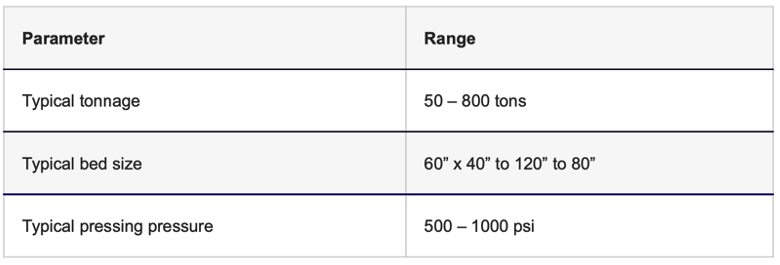
El cuadro siguiente generaliza algunos de los parámetros de proceso para SPF
Ejemplo:
Las especificaciones de tonelaje de las prensas SPF dependen del tamaño de la matriz y del componente. Las prensas son prácticamente mecanismos de sujeción y las velocidades no son las mismas que en una operación de prensa normal. Aparte de la presión de 500 psi requerida para abrir la prensa, el tonelaje debe ser mayor para proporcionar el efecto de sujeción adecuado.
Si la pieza tiene 50 pulgadas por 30 pulgadas de tamaño, el área de la pieza será de 1,500 pulgadas cuadradas. Tome esas 1500 pulgadas cuadradas y multiplíquelas por la presión: 500 psi equivaldría a 750,000 libras de fuerza (o 375 toneladas). Idealmente, el tonelaje de la prensa debe ser de 450 a 500 toneladas, con una velocidad de cierre rápido de alrededor de 50 pulgadas por minuto, un retorno rápido de 50 pulgadas por minuto y presionando de 1 a 5 pulgadas por minuto.
Es esencial asegurarse de que los materiales tengan un espesor uniforme en toda el área de la hoja para garantizar que se mantenga una resistencia a la tracción uniforme. El proceso también debe adaptarse a los efectos de la recuperación elástica, que tiende a ocurrir una vez que se libera la presión durante el proceso de producción.
Asimismo, el desgaste puede ocurrir cuando hay fricción y adherencia, lo que causa rugosidad localizada y otros defectos superficiales. Es particularmente cierto en el caso del aluminio cuando se calienta a un estado superplástico y está sujeto a fuerzas de compresión. Para evitar que el material intermedio se adhiera al molde, lo que provoca variaciones en el flujo del material a medida que se estira, utilice lubricación a alta temperatura para limitar la fricción y mitigar el riesgo de excoriación.
Diseño de prensa hidráulica SPF
Una prensa hidráulica diseñada específicamente para una aplicación de SPF es el núcleo de cualquier operación de SPF. Varias características clave de la prensa SPF tendrán implicaciones en los resultados del proceso:
Presiones de gas argón precisas y repetibles y control de temperatura multizona. Estos son elementos críticos para una operación de SPF exitosa. Para maximizar la efectividad de estos sistemas, se requiere un control de prensa flexible y repetible. Los sistemas de gestión de flujo de gas de precisión incluyen intercambiadores de calor para el enfriamiento de gas caliente durante el escape y proporcionan presiones de gas argón precisas y repetibles.
Las innovadoras características hidráulicas y de control permiten que el tonelaje de la prensa se incremente proporcionalmente al aumento de presión del argón y viceversa para minimizar la carga de los sellos de la matriz.
Los escudos térmicos de alta eficacia y el aislamiento cerámico son estándar en las prensas Macrodyne SPF y proporcionan un aislamiento óptimo de las altas temperaturas resultantes del proceso, al tiempo que garantizan una larga vida útil de los componentes y la seguridad del operario.
Las disposiciones especializadas de guía del émbolo compuestas por un conjunto de guía de tipo émbolo central y una barra guía con compensación de temperatura / disposición antirrotación ubicada en la cruceta proporcionan una guía mejorada de la platina móvil.
Los sistemas de adquisición de datos de alta velocidad proporcionan un mayor acceso para procesar información variable y optimizan la integración de datos entre la prensa y las redes internas.
Los sistemas de control avanzados para administrar las variables del proceso, incluido el control de temperatura multizona, garantizan operaciones de conformado superplástico exitosas.
Soportes de rodadura para un cambio de matrices rápido y seguro. Son personalizables y están disponibles en configuraciones de matriz simple y doble para viajes de una sola dirección o tipo T.
Prensas Macrodyne
Ya sea que sea nuevo en el proceso de SPF o represente a una empresa con amplia experiencia con la aplicación, lo alentamos a que se comunique con nosotros hoy mismo. Podemos trabajar con usted para optimizar su entorno de producción y ayudarlo a lograr la mejor calidad de piezas en su clase a mayores volúmenes y menores costos.
Contáctenos sobre sus necesidades de prensa hidráulica para conformado de metales.
Ahora que ya has comprendido el proceso de Conformación Superplástica, haga clic aquí para conocer la nueva generación de la tecnología de Conformado Superplástico (GO-SPF), que es 20 veces más rápida y puede utilizarse para piezas más complejas. No olvides ver el vídeo de la página.
Referencias de imágenes
- Figura 1: Prensa de platina calentada 400, Macrodyne
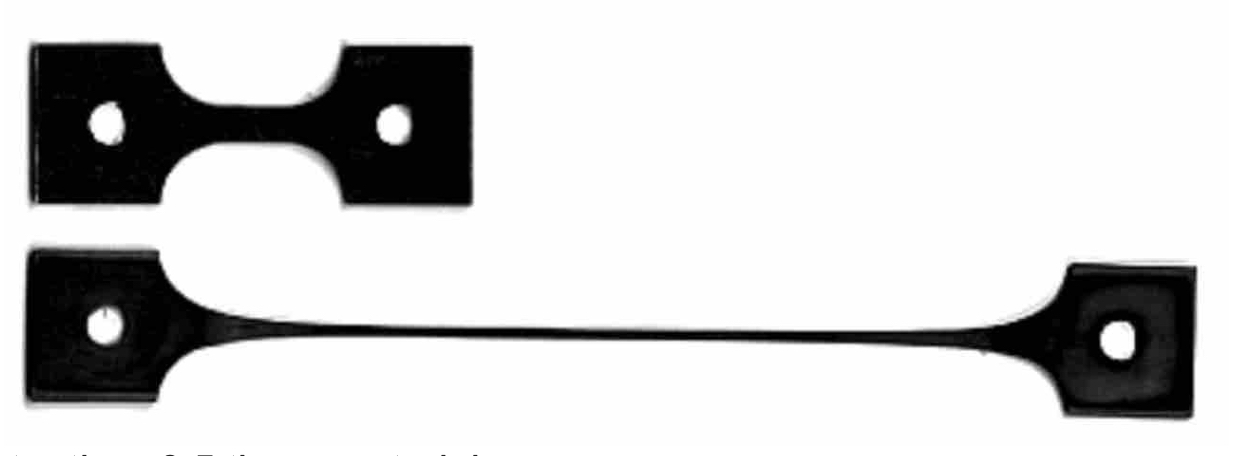
- Figura 2: Máquina Instron uniaxial de muestras de hueso de perro de aluminio A5083 estirada a 450 o C a una velocidad de deformación de 0,001 / segundo. La imagen muestra la longitud de la muestra al inicio y al final.
- Figura 3: Proceso de conformado de superplásticos de principio a fin del Paso 1 al Paso 4. El gas presurizado se utiliza como herramienta de formación para estirar la hoja calentada de la forma sobre una superficie de la matriz de formación creando una pieza formada.
- Figura 4: D. Serra. Aplicaciones de conformado superplástico en motores aeronáuticos. Una revisión de los procesos de fabricación de ITP. EuroSPF08, septiembre de 2008, Carcassonne, Francia. ffhal-00359685f. https://hal.archives-ouvertes.fr/hal-00359685/document
- Figura 5: Una sola hoja de material calentada se forma superplásticamente por soplado en la mitad inferior del troquel y crea una pieza formada.
- Figura 6: Pritzlaff, Reinhard (2019, 14 de mayo). Cómo se pueden fabricar coches ligeros con formación superplástica. Formas . https://www.shapesbyhydro.com/es/manufactura/cómo-puede-car-coches-ligeros-con-formado-superplástico/
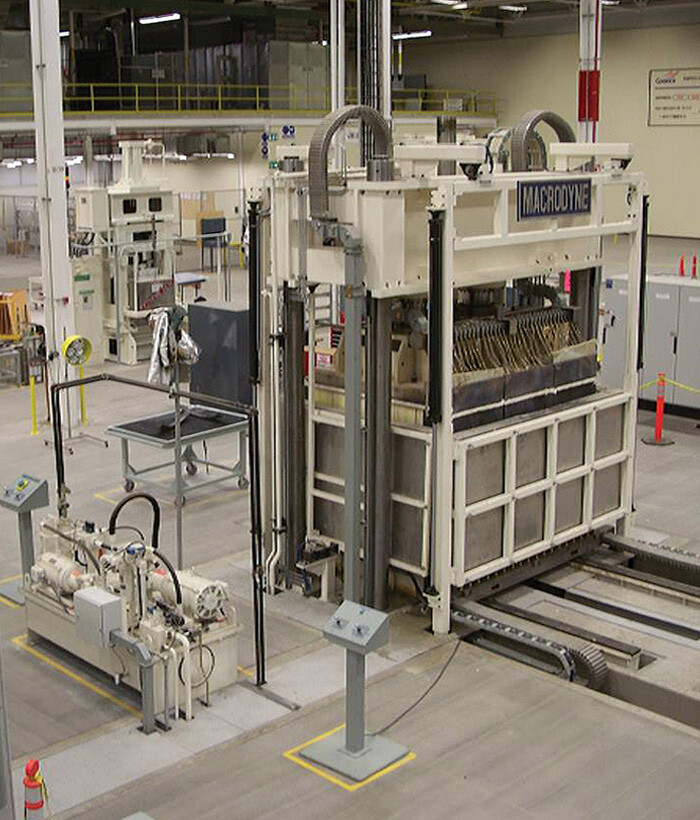
- Figura 7: Prensa de platina calentada 600, Macrodyne
- Figura 8: Prensa de platina calentada 175, macrodina

