introduction
Les matériaux superplastiques sont des solides polycristallins qui peuvent subir des déformations de traction exceptionnellement importantes avant la rupture, lorsqu’ils sont déformés dans une plage de conditions limitée. De nombreux matériaux métalliques soumis à une tension uniaxiale peuvent présenter des allongements compris entre 300 et 1000% ou plus.
Cliquez ici pour en savoir plus sur la nouvelle génération de la technologie de formage superplastique (GO-SPF) qui est 20 fois plus rapide et peut être utilisée pour des pièces plus complexes. N’oubliez pas de regarder la vidéo sur la page.


Superplasticité
La superplasticité fait référence à la capacité de certains alliages métalliques et autres matériaux à subir des déformations plastiques très importantes avec une striction minimale. C’est une caractéristique des matériaux qui peuvent être traités pour développer une granulométrie fine et stable, généralement comprise entre 5 et 15 micromètres, lorsqu’ils sont déformés à des vitesses de déformation relativement lentes comprises entre 0,0001 et 0,001 par seconde à des températures supérieures à 0,5 fois le matériau. point de fusion. Ces conditions de déformation sont associées à de faibles contraintes d’écoulement combinées à l’uniformité relativement élevée de l’écoulement plastique. En raison de cette caractéristique, les alliages peuvent être étirés dans des tailles beaucoup plus grandes, produisant des composants légers à haute résistance avec des géométries complexes. La superplasticité a été largement observée dans plusieurs types de matériaux, tels que les alliages à base de titane, d’aluminium, de magnésium et de nickel, les intermétalliques et les céramiques.
Processus de formage superplastique (SPF)
Le formage superplastique fait référence à un processus de formage du métal qui tire parti du phénomène métallurgique de la superplasticité pour former des pièces de tôlerie complexes et très profilées. Au cours du processus SPF, les matériaux ou alliages métalliques dans des tôles à grains fins sont soufflés sous pression de gaz dans des matrices à des températures élevées pour fabriquer des formes géométriquement complexes avec l’épaisseur souhaitée. Certains processus SPF peuvent utiliser des systèmes de vide avec du gaz argon tandis que d’autres peuvent utiliser de l’air avec ou sans vide. Des courbes de temps de pression de gaz variables sont utilisées pour obtenir la vitesse de formage et l’épaisseur de pièce souhaitées. Le processus SPF est largement utilisé pour diverses applications dans l’industrie automobile, aérospatiale et biomédicale.

Maintenant que vous avez lu le processus de formage superplastique, cliquez ici pour découvrir la nouvelle génération de la technologie de formage superplastique (GO-SPF), qui est 20 fois plus rapide et peut être utilisée pour des pièces plus complexes. N’oubliez pas de regarder la vidéo sur la page.
Principaux avantages du processus SPF
- Économie de coûts grâce à plusieurs composants formés en une seule pièce
- Plusieurs composants peuvent être produits en une seule opération
- Capacité à produire des pièces plus grandes, plus solides et plus légères sans joints ni soudures
- Petit retour de printemps
- Un outil requis
Principaux inconvénients du processus SPF
- Température de travail élevée
- Répartition de l’épaisseur non uniforme lors du fonctionnement à des vitesses de déformation plus élevées
- Processus de fabrication relativement plus lent que l’estampage, le formage à chaud et l’hydroformage
- Les matériaux chauffés et formés tels que l’aluminium sont susceptibles de s’user ou de se gripper
Types de matériaux superplastiques
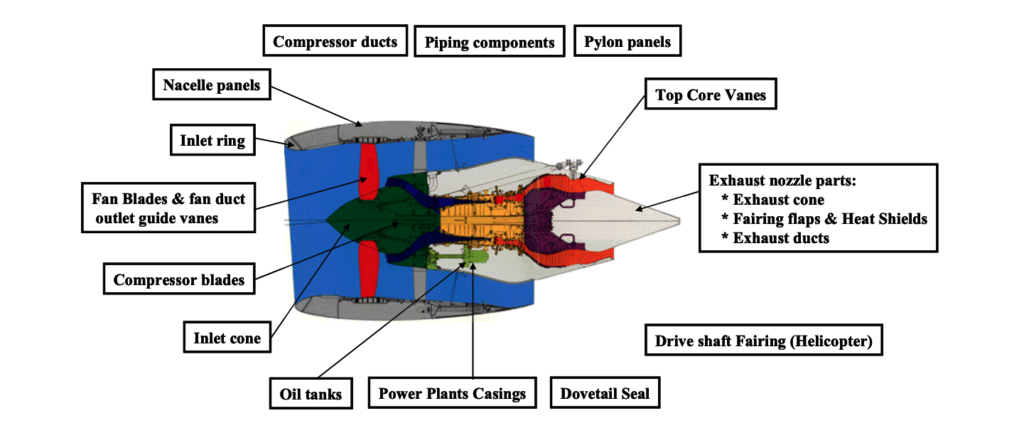
Pour qu’un matériau présente un comportement superplastique, il doit être capable d’être traité pour développer une microstructure à grains fins équiaxes qui restera stable à la température de déformation superplastique où le mécanisme de glissement des joints de grains est une caractéristique importante de l’écoulement superplastique. La superplasticité se trouve dans divers matériaux, notamment les métaux et alliages, la céramique et le verre de silice. Aujourd’hui, l’alliage d’aluminium AA5083 est un matériau relativement peu coûteux largement utilisé pour produire des panneaux automobiles à 450 o – 480 o Celsius. L’alliage de magnésium AZ31 est le matériau métallique structurel le plus léger utilisé pour produire des panneaux automobiles à 425 o Celsius. L’alliage de titane Ti-AI-4V est traité à 900 o Celsius et trouve une large utilisation dans les applications aérospatiales en raison de sa résistance spécifique à haute température. De nouveaux alliages émergent également qui présentent une superplasticité à des températures plus basses. Exemple de moteur à réaction avec des aubes de soufflante formées SPF.
Application des matériaux superplastiques
Les alliages de matériaux tels que l’aluminium AA5083, le magnésium AZ31 et le titane Ti-AI-4V sont aujourd’hui largement utilisés dans l’industrie automobile et aérospatiale.
L’un des avantages les plus significatifs de SPF est la capacité de produire des pièces plus grandes, plus solides et plus légères que le processus de formage traditionnel, avec moins de joints et de soudures.
Le rapport résistance/poids élevé et la résistance à la corrosion des composants SPF les rendent idéaux pour les applications de l’industrie aérospatiale et automobile. Le SPF est utilisé pour certains des programmes d’avions commerciaux les plus étendus au monde pour produire des pièces d’aile, des carters de moteur, des pales et des gouvernails. Le SPF est également largement utilisé dans les programmes de véhicules automobiles pour produire des panneaux de carrosserie, des portes, des toits, des ailes et des hayons élévateurs. Le SPF est également utilisé pour les dispositifs médicaux, les panneaux architecturaux et même les têtes de club de golf.
Un exemple de SPF dans l’industrie aérospatiale par les principaux fabricants pour l’aéronautique, l’espace et la défense, où l’alliage Ti-6AI-4V a été utilisé pour fabriquer un cadre de poutre centrale de nacelle en un seul composant, comme alternative aux huit éléments et 96 les fixations précédemment requises, en utilisant à la fois le SPF et le collage par diffusion, ont permis de réaliser des économies de 55 % et un gain de poids de 33 %. Le SPF peut également être utilisé pour fabriquer des composants de moteurs à réaction tels que des aubes de compresseur, un cône d’admission, des pales de ventilateur, un conduit de ventilateur, des réservoirs d’huile, des carters de centrale électrique, une bague d’admission, un conduit de compresseur, des composants de tuyauterie, des panneaux de pylône, un cône d’échappement, des conduits d’échappement, de la chaleur bouclier, et d’autres.
Formage par soufflage superplastique de tôles
Formage par soufflage d'une feuille
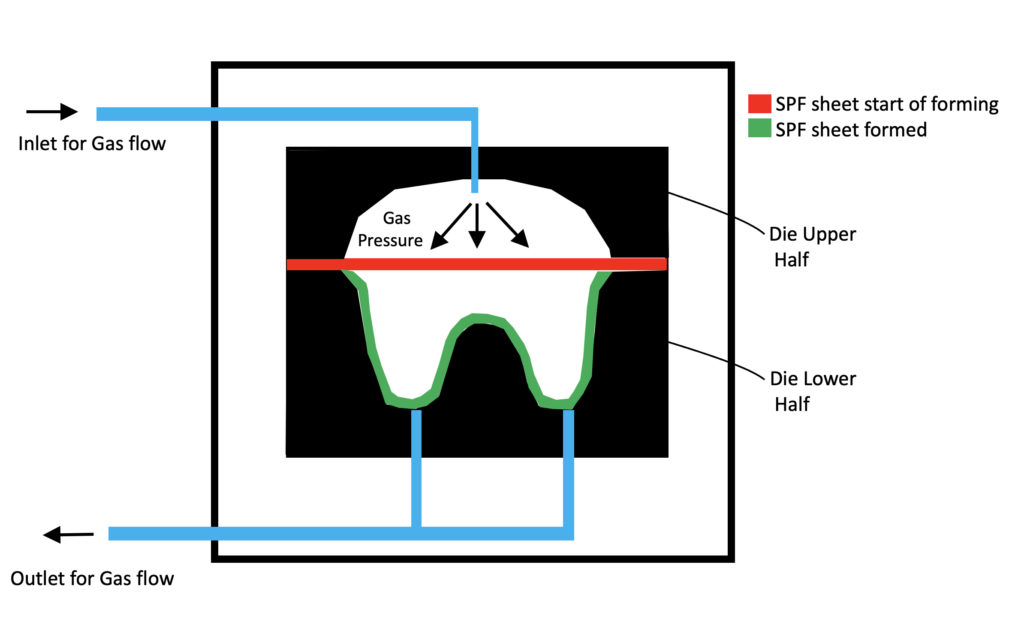
Le formage par soufflage peut fabriquer des alliages à feuille unique dans des formes très complexes de style artistique ou conçues pour un support structurel. Ce processus est effectué en une seule opération, réduisant ainsi le nombre d’opérations d’assemblage nécessaires. Basé sur l’application d’un différentiel de pression de gaz sur la feuille superplastique, entraînant une déformation du matériau dans une configuration de matrice particulière. Une pression jusqu’à 450 psi est appliquée par l’injection d’air ou de gaz argon. La matrice est maintenue à une température presque constante dans une presse chauffée. La pression de gaz appliquée sur la feuille provoque la formation de la feuille dans la partie inférieure de la matrice. Pendant le formage, la feuille évacue le gaz initialement situé à l’intérieur de la chambre de filière inférieure. La chambre de filière inférieure peut être maintenue sous vide ou sous une certaine contre-pression. L’outillage est généralement conçu avec un joint qui empêche la feuille de glisser et assure l’étanchéité pour éviter les fuites du gaz de formage. L’alliage en feuille est étiré dans la chambre de filière par une pression de gaz de formage. Le processus se poursuit jusqu’à ce que la feuille déformée entre en contact avec la cavité inférieure de la matrice qui détermine la forme de la pièce formée. La variation d’épaisseur est plus prononcée dans les parties embouties plus profondes.
Soufflage à grande vitesse (HSBF)
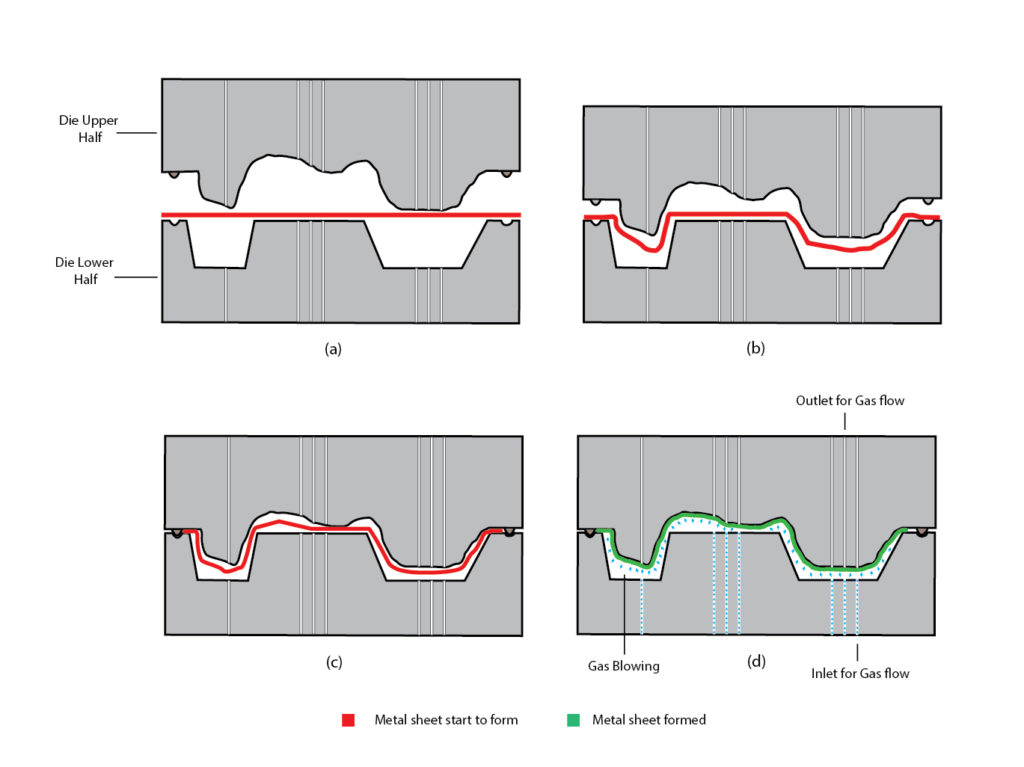
La technologie SPF peut être combinée avec le formage par écrasement ou par étirage pour créer une nouvelle technique de formage de la tôle appelée procédé de formage par soufflage à grande vitesse (HSBF). Cette technique permet de former des pièces complexes à des vitesses élevées en tirant parti des meilleurs avantages de chaque technologie.
Tout d’abord, la feuille est étirée ou poinçonnée mécaniquement dans la cavité de la matrice à l’aide d’un poinçon de forme afin d’atteindre l’allongement maximal à une vitesse élevée et de sceller la matrice. Une fois cette première étape terminée, la forme finale de la pièce est obtenue en soufflant un gaz sous pression à l’intérieur de la cavité.
Grâce au soufflage à grande vitesse, les pièces peuvent être formées jusqu’à 35 fois plus rapidement que dans le cas du SPF conventionnel, mais aussi avec une meilleure répartition de l’épaisseur.
Cette technologie est adaptée aux panneaux de carrosserie et aux pièces structurelles des automobiles et peut également s’étendre à d’autres pièces complexes de grande taille dans d’autres applications.
Étapes du processus :
(a) – Chargement à vide
(b) – Dessiner/poinçonner
(c) – Dessin/poinçonnage terminé et matrice scellée
(d) – Soufflage de gaz pour obtenir la forme finale
Formation de cavité creuse
La formation de cavités creuses commence par un tube dont les deux extrémités sont soudées pour créer une cavité fermée. Des entrées de gaz sont ensuite connectées à ces extrémités pour permettre l’application d’un flux d’argon gazeux puis d’un cycle de pression interne. Après insertion dans la cavité de formage et montée en température, une forme finale complexe est fabriquée.
Formage multi-feuilles SPF & Diffusion Bonding DB
Le collage par diffusion (DB) est une méthode d’assemblage à basse pression avec contact intime entre deux matériaux à haute température. Le formage multi-feuilles est un cas où SPF est combiné avec DB, offrant des avantages de processus supplémentaires tels que des structures multi-feuilles à haute rigidité telles que des composants en nid d’abeille. Des économies de poids et de coûts sont généralement obtenues en réduisant le nombre de pièces à assembler grâce à une meilleure cohérence et interchangeabilité des pièces.
DB est utilisé dans les industries nucléaire et aérospatiale pour lier plusieurs feuilles ensemble sous vide ou dans un environnement de gaz inerte. Le processus de diffusion à l’état solide permet aux molécules des feuilles de s’intégrer à des températures et pressions élevées tout en conservant la plupart des propriétés inhérentes aux métaux ou alliages individuels.
Formage plastique rapide (QPF)
Le formage plastique rapide (QPF) est un procédé de formage par soufflage à chaud développé par General Motors pour l’industrie automobile afin de fabriquer rapidement en masse des panneaux automobiles en alliage d’aluminium et en alliage de magnésium en grands volumes avec des temps de formage de 3 à 6 minutes. Le processus utilise des lubrifiants secs, des revêtements de surface d’outils, un préchauffage rapide des ébauches, des outils auto-chauffés, des systèmes automatisés de manipulation de matériaux assistés par robot, un joint étanche à la pression à l’interface de l’ébauche d’outil et une courbe de temps de pression préprogrammée. QPF a permis la fabrication d’un seul panneau de véhicule automobile intégré en alliage d’aluminium ou de magnésium qui est plus complexe géométriquement que ceux réalisables avec plusieurs pièces d’acier estampées. Le processus QPF est aujourd’hui utilisé pour fabriquer des composants automobiles légers à partir d’aluminium A5083 et de magnésium AZ31 tels que des portes, des ailes, des couvercles de coffre, des hayons élévateurs, des toits et des panneaux latéraux.

Établissement des paramètres de processus
Le procédé SPF de formage par soufflage de feuilles individuelles dans l’industrie automobile utilise généralement l’alliage d’aluminium A5083 qui est formé à 450 oCou l’alliage de magnésium AZ31 qui est formé à 425 oC. Ces deux alliages peuvent être transformés très lentement en panneaux de forme géométrique très complexe à l’aide du procédé SPF traditionnel ou peuvent être transformés beaucoup plus rapidement en panneaux automobiles dans des cycles de production de 3 à 6 minutes, mais avec des panneaux de forme géométrique moins complexe, à l’aide du procédé QPF. Les processus SPF et QPF nécessitent une presse hydraulique à quatre colonnes avec un système de contrôle du débit de gaz intégré et un four chauffé si l’outil n’a pas de système d’auto-échauffement.
Le processus SPF de formage par soufflage de tôles simples dans l’industrie aérospatiale utilise généralement l’alliage de titane Ti- 6AI -4V formé à 900 °C ou d’autres alliages de titane et de nickel. Les tôles en alliage de titane sont généralement fabriquées à l’aide du processus SPF selon des cycles de production de 2 à 12 heures. Ce processus nécessite une presse hydraulique à quatre colonnes avec un four de presse intégré, un système de vide et un système de contrôle du débit de gaz.
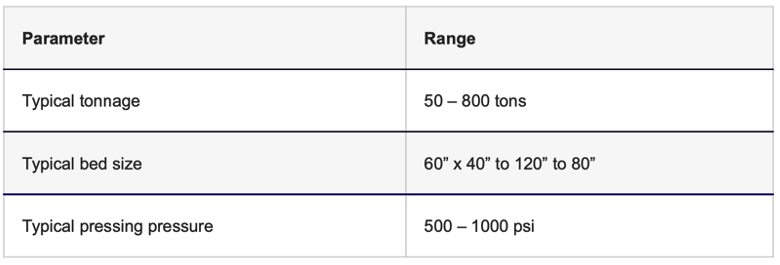
La taille de la presse est liée à la taille de la pièce de fabrication et peut varier de 60 tonnes (taille du plateau R&D 85 x 85 mm 2 ) jusqu’aux presses industrielles lourdes de plusieurs milliers de tonnes et des tailles de plateau jusqu’à 5000 x 3000 mm 2 . Les plateaux chauffants de la presse sont généralement divisés en plusieurs zones de chauffage, chaque zone étant contrôlée individuellement en température.
Les techniques de retrait des pièces formées de la matrice sont :
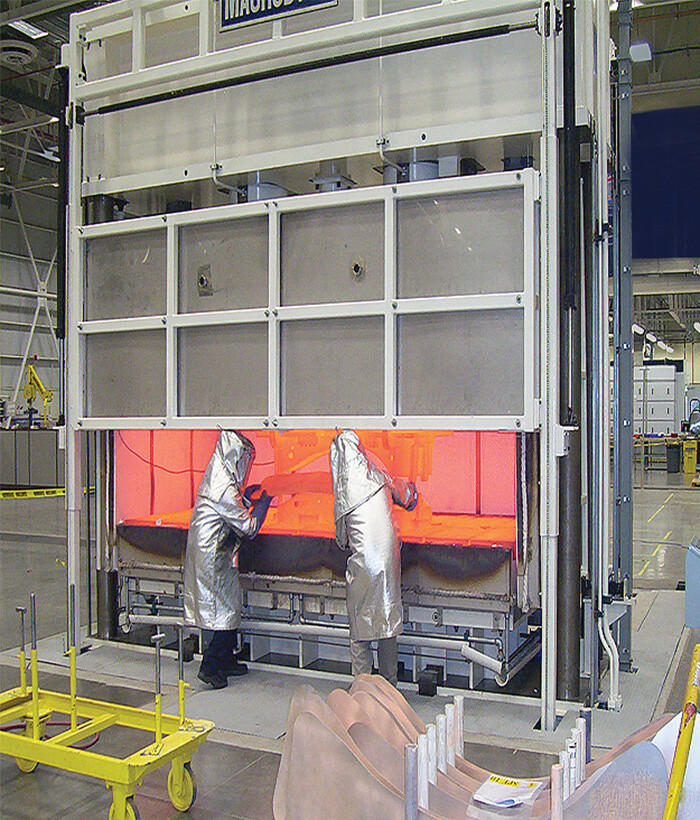
- Le retrait manuel après ouverture de la porte d’entrée avec opérateur à l’aide d’une pince à feu type forgeron permet de retirer la tôle formée directement de la zone chaude du four.
- Technologie à plateaux mobiles où la partie inférieure du four de presse qui est isolée et dispose d’un système de chauffage interne pour les plateaux est placée sur la navette pour permettre le retrait des feuilles en dehors de la zone de chauffage.
Le graphique ci-dessous généralise certains des paramètres de processus pour SPF
Exemple:
Les spécifications de tonnage des presses SPF dépendent de la taille de la matrice et du composant. Les presses sont pratiquement des mécanismes de serrage, et les vitesses ne sont pas les mêmes que dans une opération de presse régulière. Hormis la pression de 500 psi requise pour ouvrir la presse, le tonnage doit être plus élevé pour fournir le bon effet de serrage.
Si la pièce mesure 50 pouces sur 30 pouces, la surface de la pièce sera de 1 500 pouces carrés. Prenez ces 1500 pouces carrés et multipliez-les par la pression: 500 psi équivaudrait à 750 000 livres de force (ou 375 tonnes). Idéalement, le tonnage de la presse devrait être de 450 à 500 tonnes, avec une vitesse de fermeture rapide d’environ 50 pouces par minute, un retour rapide de 50 pouces par minute et un pressage de 1 à 5 pouces par minute.
Il est essentiel de s’assurer que les matériaux sont d’épaisseur uniforme sur toute la surface de la feuille pour garantir une résistance à la traction uniforme. Le processus doit également tenir compte des effets du retour élastique, qui a tendance à se produire une fois que la pression est relâchée pendant le processus de production.
De même, le grippage peut se produire en cas de frottement et d’adhérence, ce qui provoque une rugosité localisée et d’autres défauts de surface. Cela est particulièrement vrai de l’aluminium lorsqu’il est chauffé à un état superplastique et soumis à des forces de compression. Pour éviter que le matériau intermédiaire n’adhère au moule, ce qui entraîne des variations de l’écoulement du matériau lors de son étirage, utilisez une lubrification à haute température pour limiter les frottements et atténuer les risques de grippage.
Conception de presse hydraulique SPF
Une presse hydraulique spécialement conçue pour une application SPF est au cœur de toute opération SPF. Plusieurs fonctionnalités clés de la presse SPF auront des implications sur les résultats du processus:
Pressions de gaz argon précises et reproductibles et contrôle de la température multi-zone. Ce sont des éléments critiques d’une opération SPF réussie. Pour maximiser l’efficacité de ces systèmes, une commande de presse flexible et répétable est nécessaire. Les systèmes de gestion de flux de gaz de précision comprennent des échangeurs de chaleur pour le refroidissement des gaz chauds pendant l’échappement et fournissent des pressions de gaz argon précises et reproductibles.
Des fonctions hydrauliques et de contrôle innovantes permettent d’augmenter le tonnage de la presse proportionnellement à l’augmentation de la pression de l’argon et vice versa pour minimiser la charge des joints de matrice.
Les presses Macrodyne SPF sont équipées en standard de boucliers thermiques très efficaces et d’une isolation en céramique. Ils assurent une isolation optimale des températures élevées résultant du processus, tout en garantissant la longévité des composants et la sécurité de l’opérateur.
Des agencements de guidage de plongeur spécialisés comprenant un ensemble de guidage central de type plongeur et un agencement de barre de guidage à compensation de température / anti-rotation situé dans la traverse fournissent un guidage amélioré du plateau mobile.
Les systèmes d’acquisition de données à grande vitesse offrent un accès accru aux informations variables de processus et optimisent l’intégration des données entre la presse et les réseaux internes.
Des systèmes de contrôle avancés pour gérer les variables de processus, y compris le contrôle de température multi-zone, garantissent le succès des opérations de formage superplastique.
Coussins roulants pour un changement rapide et sûr des matrices. Ils sont personnalisables et sont disponibles dans des configurations à une ou deux filières pour un déplacement unidirectionnel ou de type T.
Presses Macrodyne
Que vous soyez nouveau dans le processus SPF ou que vous représentiez une entreprise ayant une vaste expérience de l’application, nous vous encourageons à nous contacter dès aujourd’hui. Nous pouvons travailler avec vous pour optimiser votre environnement de production et vous aider à obtenir la meilleure qualité de pièces à des volumes plus élevés et à moindre coût.
Contactez-nous pour vos besoins en presses hydrauliques de formage des métaux.
Maintenant que vous avez compris le processus de formage superplastique, Cliquez ici pour découvrir la nouvelle génération de la technologie de formage superplastique (GO-SPF), qui est 20 fois plus rapide et peut être utilisée pour des pièces plus complexes. N’oubliez pas de regarder la vidéo sur la page.
Références d'images
- Figure 1 : Une presse à platine chauffée 400, Macrodyne
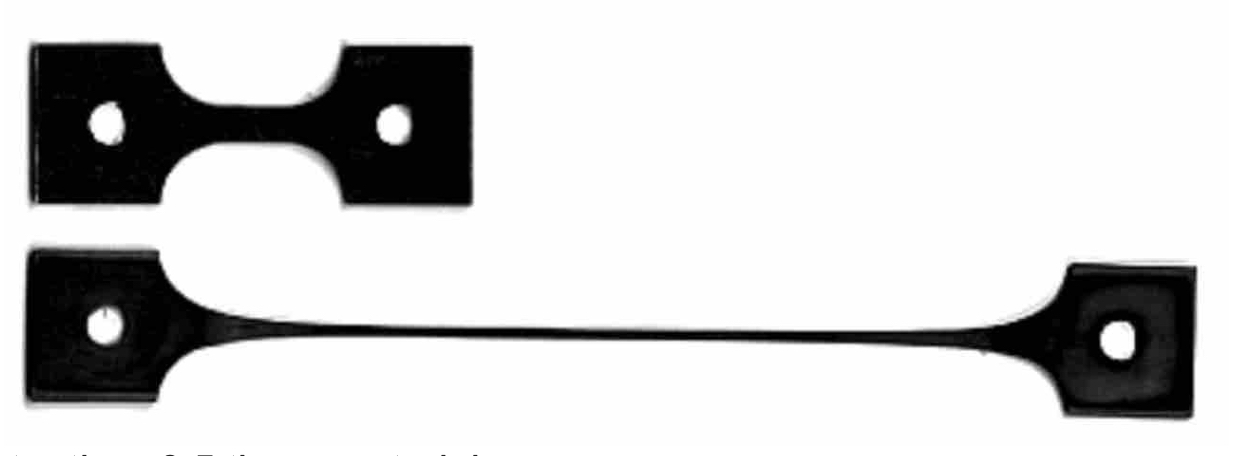
- Figure 2 : Échantillons d’os de chien en aluminium A5083, machine Instron uniaxiale étirée à 450 o C à une vitesse de déformation de 0,001/seconde. L’image montre la longueur de l’échantillon au début et à la fin.
- Figure 3 : Processus de formage des superplastiques du début à la fin Étape 1 à Étape 4. Le gaz sous pression est utilisé comme outil de formage pour étirer une feuille chauffée sur une matrice de formage surfaçant créant une pièce formée.
- Figure 4 : D. Serra. Applications de formage de superplastiques sur les moteurs d’avion. Une revue des processus de fabrication ITP. EuroSPF08, sept. 2008, Carcassonne, France. ffhal-00359685f. https://hal.archives-ouvertes.fr/hal-00359685/document
- Figure 5 : Une seule feuille de matériau chauffée est formée par soufflage superplastique dans la moitié inférieure de la matrice pour créer une pièce formée.
- Figure 6: Pritzlaff, Reinhard (14mai2019). Comment vous pouvez alléger les voitures avec un formage superplastique. Formes . https://www.shapesbyhydro.com/en/manufacturing/how-you-can-lightweight-cars-with-superplastic-forming/
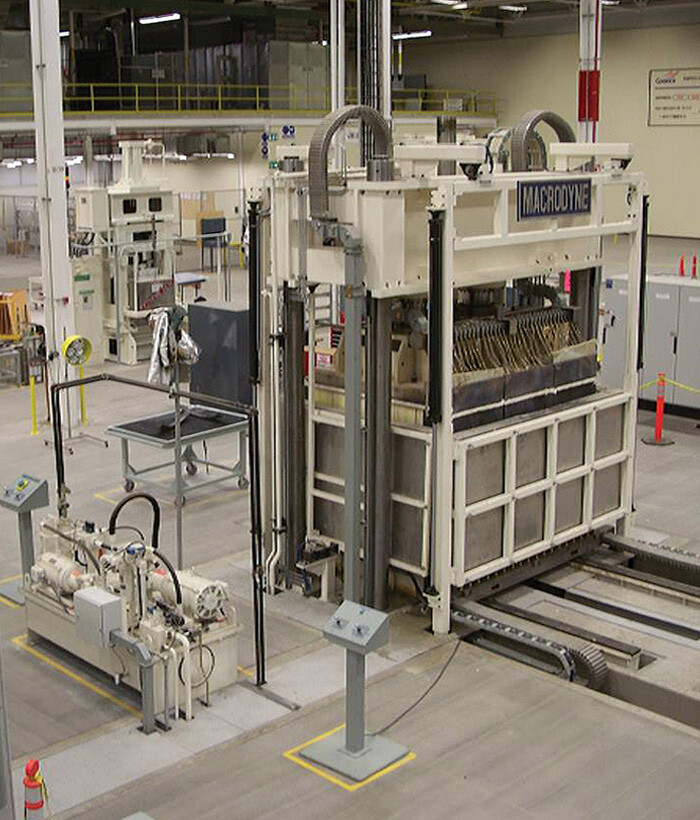
- Figure 7 : Une presse à platine chauffante 600, Macrodyne
- Figure 8 : Une presse à platine chauffée 175, Macrodyne

