Introduction
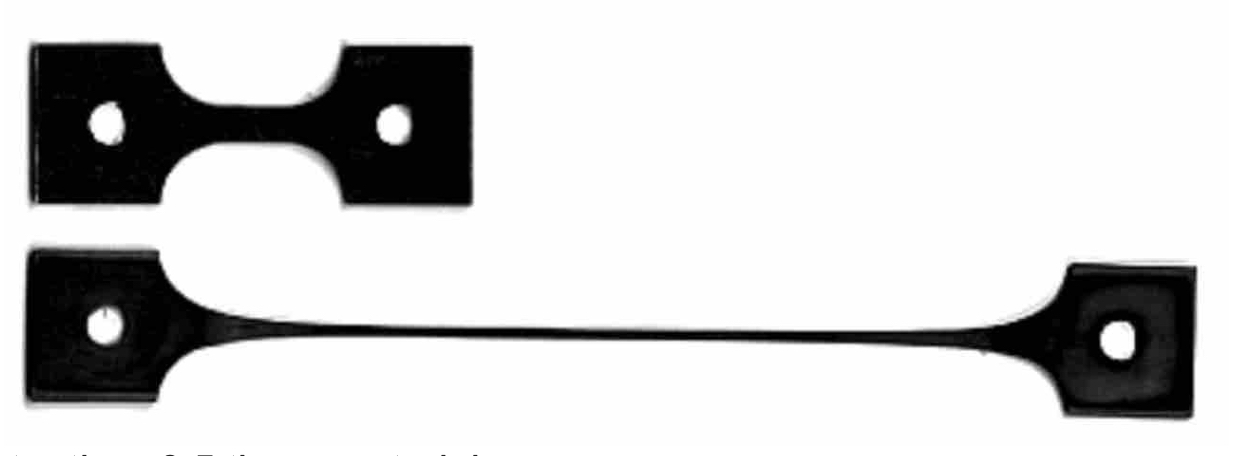
Superplastic materials are polycrystalline solids which can undergo exceptionally large tensile strains prior to failure, when they are deformed under a limited range of conditions. Numerous metallic materials in uniaxial tension can show elongations anywhere from 300 – 1000% or more.
Click here to learn about the next generation of the Superplastic Forming(GO-SPF) technology that is 20x faster and can be used for more complex parts. Don’t forget to watch the video on the page.


Superplasticity
Superplasticity refers to the ability of certain metal alloys and other materials to undergo very large plastic strains with minimal necking. It is a characteristic of materials which can be processed to develop a fine stable grain size, usually between 5-15 micrometer, when they are deformed at relatively slow strain rates in the ranges of 0.0001 – 0.001 per second at temperatures greater than 0.5 times material melting point. These deformation conditions are associated with low flow stresses combined with the relatively high uniformity of plastic flow. Because of this characteristic, alloys can be stretched into much larger sizes, producing high-strength, lightweight components with complex geometries. Superplasticity has been observed widely in several kinds of materials, such as Titanium, Aluminum Magnesium and Nickel based alloys, Intermetallics and Ceramics.
Superplastic Forming (SPF) Process
Superplastic Forming refers to a metal forming process that takes advantage of the metallurgical phenomenon of superplasticity to form complex and highly contoured sheet metal parts. During SPF process metallic materials or alloys in fine grained sheets are gas pressure blown into dies at elevated temperatures to manufacture geometrically complex shapes with desired thickness. Some SPF processes may utilize vacuum systems with Argon gas while others may use Air with or without a vacuum. Variable gas pressure time curves are used to achieve the desired forming speed and part thickness. SPF process is widely used for various application in automotive, aerospace, and bio-medical industry.

Now that you have read through the Superplastic Forming process, click here to learn about the next generation of the Superplastic Forming(GO-SPF) technology that is 20x faster and can be used for more complex parts. Don’t forget to watch the video on the page.
Main Advantages of SPF Process
- Cost saving from multiple components formed in a single part
- Multiple components can be produced in one operation
- Capacity to produce larger, stronger, and lighter parts without joints and welds
- Little spring back
- One tool required
Main Disadvantages of SPF Process
- High working temperature
- Non uniform thickness distribution when operating at higher strain rates
- Relatively slower manufacturing process as compared to stamping, warm forming, and hydroforming
- Heated and formed materials such as aluminum are susceptible to a wearing or galling
Types of Superplastic Materials
For a material to exhibit superplastic behaviour it must be capable of being processed to develop a fine grain equi-axed microstructure which will remain stable at the superplastic deformation temperature where grain boundary sliding mechanism is an important characteristic of the superplastic flow. Superplasticity is found in various materials, including metals and alloys, ceramics, and silica glass. Today, aluminum alloy AA5083 is a relatively inexpensive material used extensively to produce automotive panels at 450o– 480o Celsius. Magnesium alloy AZ31 is the lightest structural metallic material used to produce automotive panels at 425o Celsius. Titanium alloy Ti-AI-4V is processed at 900o Celsius and finds extensive use in aerospace applications because of its specific high temperature strength. New alloys are also emerging that exhibit superplasticity at lower temperatures. Example of jet engine with SPF formed fan blades.
Application of Superplastic Materials
Material alloys such as Aluminum AA5083, Magnesium AZ31, and Titanium Ti-AI-4V are used extensively in Automotive and Aerospace industry today.
One of SPF’s most significant advantages is the capacity to produce larger, stronger, and lighter parts than traditional forming process, with fewer joints and welds.
The high strength-to-weight ratio and corrosion resistance of SPF components make them ideal for aerospace and automotive industry applications. SPF is used for some of the world’s most extensive commercial aircraft programs to produce wing parts, engine casings, blades, and rudders. SPF is also used extensively in automotive vehicle programs to produce body panels, doors, roofs, fenders and lift gates. SPF is also used for medical devices, architectural panels, and even golf club heads.
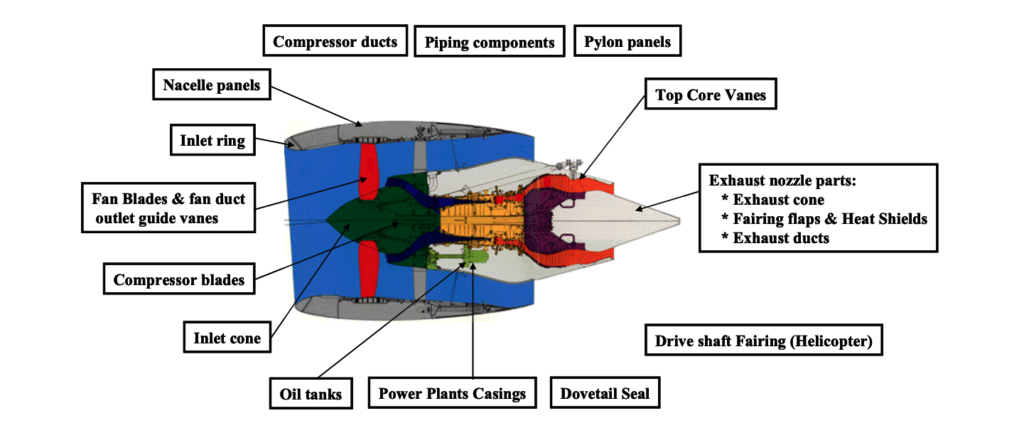
An example of SPF in aerospace industry by leading manufacturers for the aircraft, space, and defense, where Ti-6AI-4V alloy was used to manufacture a nacelle center-beam frame in a single component, as an alternative to the eight elements and 96 fasteners previously required—using both SPF and diffusion bonding, resulted in a cost savings of 55 percent and a weight savings of 33 percent. SPF can also be used to manufacture jet engine components such as compressor blades, inlet cone, fan blades, fan duct, oil tanks, power plant casings, inlet ring, compressor duct, piping components, pylon panels, exhaust cone, exhaust ducts, heat shield, and others.
Superplastic blow forming of metal sheets
Single Sheet Blow Forming
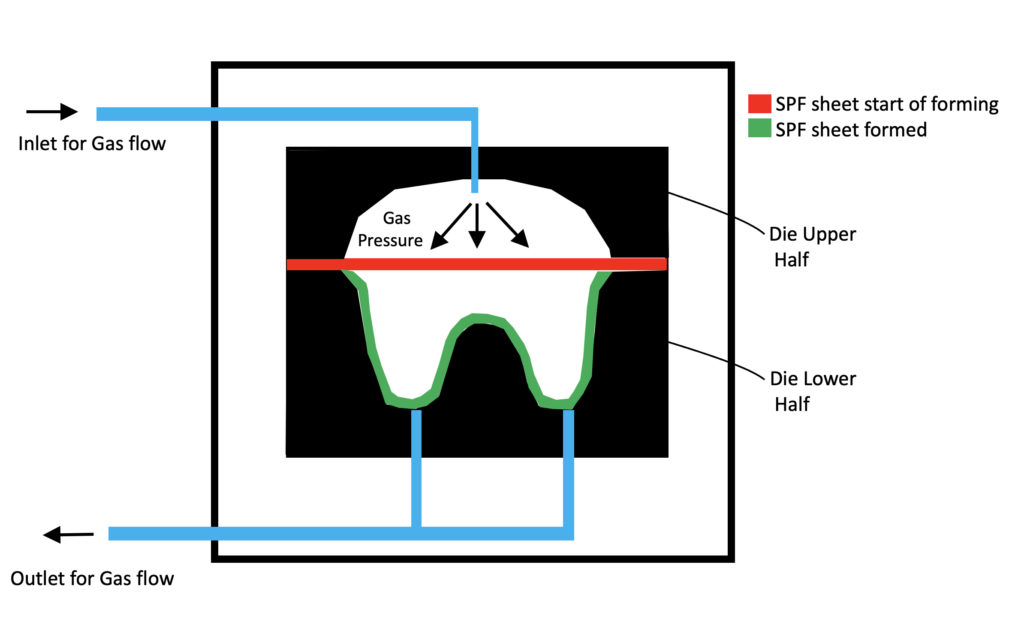
Blow forming can manufacture single sheet alloys into highly complex shapes that artistically styled or designed for structural support. This process is performed in one operation, thus reducing the number of joining operations required. Based on application of a gas pressure differential on the superplastic sheet, resulting in deformation of the material into a particular die configuration. Pressure up to 450 psi is applied through the injection of air or argon gas. The die is maintained at near constant temperature within a heated press. The gas pressure applied over the sheet causes the sheet to form into the lower part of the die. During forming, the sheet vents to atmosphere the gas initially located within the lower die chamber. The lower die chamber maybe held either under vacuum or under some back pressure. The tooling is typically designed with a seal that prevents the sheet from slipping and ensures tightness to prevent leakage of the forming gas. The sheet alloy is stretched into the die chamber by a forming gas pressure. The process continues until the deformed sheet contacts the lower die cavity that determines the shape of the formed part. Thickness variation is more pronounced in deeper drawn parts.
High-Speed Blow Forming (HSBF)
The SPF technology can be combined with crash or draw forming to create a novel sheet metal forming technique called the High-Speed Blow Forming process (HSBF). This technique allows for forming complex parts at high rates taking advantage of the best benefits of each technology.
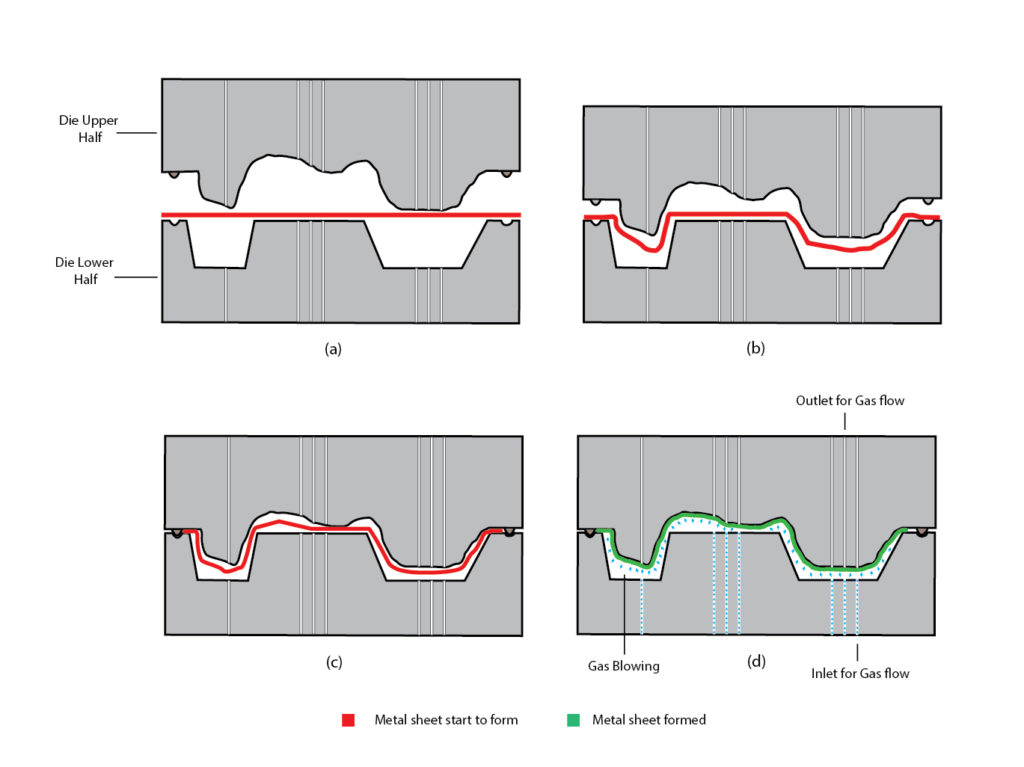
First, the sheet is mechanically drawn or punched into the die cavity by a shaped punch to reach the maximum elongation at a high speed and seal the die. Once this first step is completed, the final shape of the part is obtained by blowing a pressurized gas inside the cavity.
With the High-Speed Blow, not only the parts can be formed up to 35 times faster than the conventional SPF but also with a better thickness distribution.
This technology is suited for automotive body panels, and structural parts and can also spread to any other large complex parts of other applications
Process steps:
(a) – Blank loading
(b) – Drawing/punching
(c) – Drawing/punching completed and die sealed
(d) – Gas blowing to reach the final shape
Hollow Cavity Forming
Hollow cavity forming starts with a tube with two ends welded shut to create a closed cavity. Gas inlets are than connected onto these ends to allow an argon gas flow and then an internal pressure cycle to be applied. After insertion in the die forming cavity and rise in temperature, complex final shape is manufactured.
Multi Sheet Forming SPF & Diffusion Bonding DB
Diffusion Bonding (DB) is a low-pressure joining method with intimate contact between two materials at high temperature. Multi sheet forming is a where SPF is combined with DB, offering additional process benefits such as high stiffness multi-sheet structures such as honeycomb components. Weight and cost saving are generally achieved by reducing the number of parts to be assembled though improved part consistency and interchangeability.
DB is used in the nuclear and aerospace industries to bond multiple sheets together in a vacuum or an inert gas environment. The solid-state diffusion process allows the sheets’ molecules to integrate at high temperatures and pressure while retaining most of the individual metals or alloys’ inherent properties.
Quick Plastic Forming (QPF)
Quick Plastic Forming (QPF) is a hot blow forming process developed by General Motors for the automotive industry to rapidly mass manufacture Aluminum alloy and Magnesium alloy automotive panels in large volumes at 3-6 minute forming times. The process utilizes dry lubricants, tool surface coatings, rapid preheating of the blanks, self-heated tools, fast automated robotic assisted material handling systems, pressure tight seal at the tool blank interface, and pre-programed pressure time curve. QPF enabled manufacturing of a single integrated automotive vehicle panel in Aluminum or Magnesium alloy that is more geometrically complex than those attainable with multiple stamped pieces of steel. QPF process today is used to manufacture light weight automotive components from A5083 aluminum and AZ31 Magnesium such as doors, fenders, decklids, liftgates, roofs and bodyside panels.

Establishing Process Parameters
The SPF process of blow forming single sheets in the Automotive industry typically uses Aluminum alloy A5083 that is formed at 450 oC or Magnesium alloy AZ31 that is formed at 425 oC. Both alloys can be manufactured very slowly into a very complex geometrically shaped panels using traditional SPF process or can manufactured significantly faster into automotive panels in 3-6 minute production cycles but with less complex geometrically shaped panels using QPF process. SPF and QPF process requires a four-column hydraulic press with a built-in gas flow control system and heated furnace if the tool does not have a self-heating system.
The SPF process of blow forming single sheets in the Aerospace industry typically uses Titanium alloy Ti-6AI-4V that is formed at 900 oC or other titanium and nickel alloys. Titanium alloy sheets are typically manufactured using SPF process in 2-12 hour production cycles. This process requires a four-column hydraulic press with a built-in press furnace, vacuum system, and gas flow control system.
The size of the press is related to the size of the manufacturing part and can vary from 60 Tons (R&D platen size 85 x 85 mm2) up to heavy industrial presses of several thousands of tons and platen sizes up to 5000 x 3000 mm2. Press heating platens are generally divided into multi heating zones, with each zone individually temperature controlled.
Formed parts removal techniques from the die are:
- Manual removal after opening of the front door with operator using blacksmith type fire tongs removes the formed sheet directly from the hot zone of the furnace.
- Moving platen technology where the lower part of the press furnace that is insulated and has internal heating system for platens is placed on the shuttle to allow sheet removal outside the heating zone.
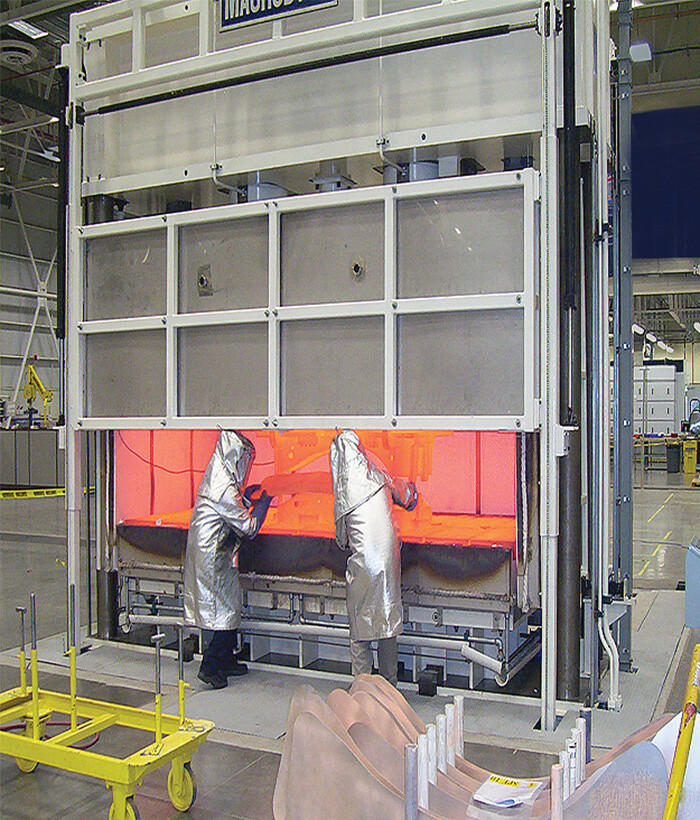
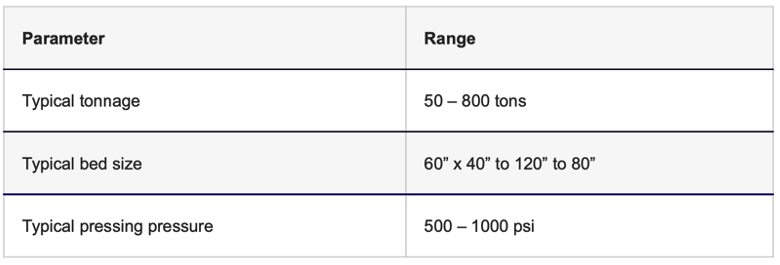
Chart below generalizes some of the process parameters for SPF
Example:
The tonnage specifications of SPF presses depend upon the size of the die and the component. The presses are practically clamping mechanisms, and the speeds are not the same as in a regular press operation. Apart from 500 psi pressure required to open the press, the tonnage must be higher to provide the proper clamping effect.
If the part is 50 inches by 30 inches in size, the part area will be 1,500 square inches. Take that 1500 square inches and multiply it by the pressure: 500 psi would equate to 750,000 pounds of force (or 375 tons). Ideally, the press tonnage should be 450 to 500 tons, with a fast-closing speed of around 50 inches per minute, a quick return of 50 inches per minute, and pressing 1 to 5 inches per minute.
It is essential to ensure that the materials are of uniform thickness across the entire sheet area to ensure a uniform tensile strength is retained. The process must also accommodate the effects of spring back, which tends to occur once the pressure is released during the production process.
Likewise, galling can occur when friction and adhesion are present, which causes localized roughness and other surface defects. It is particularly true of aluminum when it is heated to a superplastic state and is subject to compressive forces. To prevent the intermediate material from adhering to the mold, which causes variations in the material flow as it is stretched, use high-temperature lubrication to limit the friction and mitigate the risk of galling.
Hydraulic SPF Press Design
A hydraulic press specifically designed for an SPF application is at the core of any SPF operation. Several key SPF press features will have implications on the process outcomes:
Accurate and repeatable argon gas pressures and multi-zone temperature control. These are critical elements of a successful SPF operation. To maximize the effectiveness of these systems, flexible and repeatable press control is required. Precision gas flow management systems include heat exchangers for hot gas cooling during exhaust and provide accurate and repeatable argon gas pressures.
Innovative hydraulic and control features allow press tonnage to be increased proportionally to the argon pressure rise and vice versa to minimize loading of the die seals.
Highly efficient heat shields and ceramic insulation are standard on Macrodyne SPF presses and provide optimal insulation of high temperatures resulting from the process while ensuring long component life and operator safety.
Specialized plunger guide arrangements comprised of central plunger-type guide assembly and temperature compensated guide bar/anti-rotate arrangement located in the crosshead provide enhanced guiding of the moving platen.
High-speed data acquisition systems provide increased access to process variable information and optimize data integration between the press and the internal networks.
Advanced control systems to manage process variables, including multi-zone temperature control, ensure successful superplastic forming operations.
Rolling bolsters for rapid and safe changing of dies. They are customizable and are available in single- and double-die configurations for single direction or T-type travel.
Macrodyne Presses
Whether you are new to the SPF process or represent a company with extensive experience with the application, we encourage you to contact us today. We can work with you to optimize your production environment and help you achieve best-in-class part quality at higher volumes and lower cost.
Visit our Superplastic page to learn more about custom Superplastic Hydraulic Presses
Contact us about your metal forming hydraulic press needs.
Now that you have understood the Superplastic Forming process, click here to learn about the next generation of the Superplastic Forming(GO-SPF) technology that is 20x faster and can be used for more complex parts. Don’t forget to watch the video on the page.
Image References
- Figure 1: A 400 Heated Platen Press, Macrodyne
- Figure 2: Aluminum A5083 dog bone specimens uniaxial Instron machine stretched at 450oC at 0.001/second strain rate. Image shows specimen length at start and at finish.
- Figure 3: Superplastic Forming Process from start to finish Step 1 to Step 4. Pressurized gas is used as a forming tool to stretch form heated sheet onto a forming die surfacing creating a formed part.
- Figure 4: D. Serra. Superplastic Forming Applications on Aero Engines. A review on ITP Manufacturing processes. EuroSPF08, Sep 2008, Carcassonne, France. ffhal-00359685f. https://hal.archives-ouvertes.fr/hal-00359685/document
- Figure 5: Heated single sheet of material is superplastically blow formed into lower die half created a formed part.
- Figure 6: Pritzlaff, Reinhard (2019, May 14). How you can lightweight cars with superplastic forming. Shapes. https://www.shapesbyhydro.com/en/manufacturing/how-you-can-lightweight-cars-with-superplastic-forming/
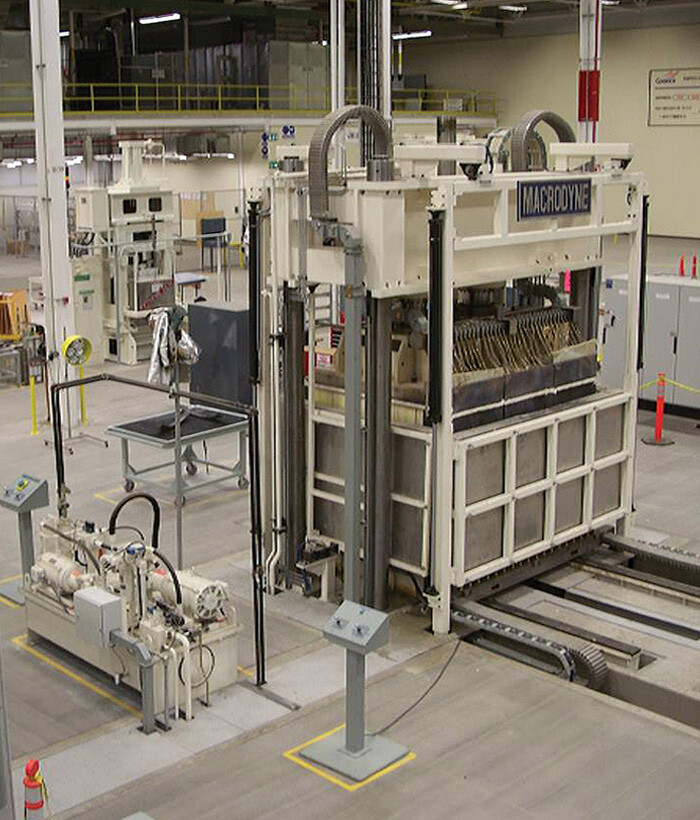
- Figure 7: A 600 Heated Platen Press, Macrodyne
- Figure 8: A 175 Heated Platen Press, Macrodyne

