Viele Umformteile für verschiedene Anwendungen sind aufgrund der Zuverlässigkeit, Wiederholbarkeit und Effizienz dieser Maschinen auf den Einsatz von Pressen angewiesen. Pressen verformen Metall mit roher Gewalt und sind in der Lage, in kurzer Zeit hohe Stückzahlen identischer Teile zu produzieren.
Was ist eine Umformpresse?
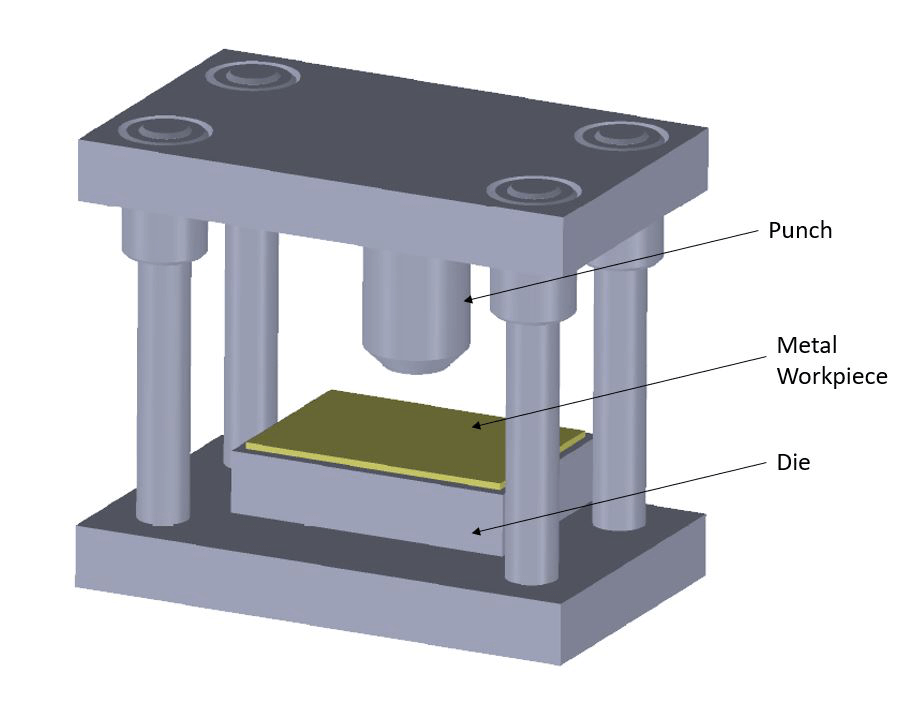
Eine Metallumformpresse, auch als Stanzpresse bekannt, ist eine Werkzeugmaschine, die verwendet wird, um Metall präzise zu formen und zu schneiden, typischerweise mit Auf- und Abwärtsbewegungen. Metall, das in Blech-, Coil- oder Rohrform geliefert wird, wird zwischen zwei Hälften eines Presswerkzeugs gepresst. Die obere Werkzeughälfte, ein Stempel, ist am Stößel befestigt und die untere Werkzeughälfte, eine Matrize, ist an der am Bett der Presse befestigten Aufspannplatte befestigt. Zur Führung der Pressbewegung werden häufig Pfosten und Buchsen verwendet.
Im Allgemeinen ist die Metallumformung ein Herstellungsverfahren, bei dem Metall durch plastische Verformung umgeformt wird. Metall kann mit einer Presse dauerhaft gebogen, gedehnt und in komplexe geometrische Formen gestaucht werden. Die Möglichkeit, das Metall umzuformen, ist proportional zur Art und Höhe der Spannung, die auf das Teil ausgeübt wird.
Metallumformungspressen können entweder mechanisch über ein Schwungrad und einen Motor angetrieben werden oder hydraulisch, d.h. mit Hilfe von Flüssigkeitsdruck, der die Kraft während des Umformprozesses ausübt. Mechanische Pressen erreichen hohe Produktionsgeschwindigkeiten und werden regelmäßig in Montagewerken eingesetzt, hydraulisch angetriebene Umformpressen bieten jedoch viel mehr Vielseitigkeit. Durch den Einsatz von hydraulisch angetriebenen Umformpressen kann ein breites Spektrum an Presskraft, Umformfähigkeit und Gesamtkomplexität der Fertigteile erreicht werden. Hydraulische Pressen können in einer Vielzahl von Anwendungen als Standalone-Presse, in einer automatisierten Pressenlinie oder als Transferpresse eingesetzt werden. Aus diesen und weiteren Gründen sind hydraulische Umformpressen häufig in Produktionsstätten auf der ganzen Welt zu finden.
Abb.1: Einfache Darstellung eines Umformwerkzeugsatzes.
Hydraulische Umformpressen
Hydraulische Pressen, nach dem Erfinder Joseph Bramah auch als Bramah-Pressen bekannt, wurden erstmals Ende des 18. Jahrhunderts durch sein Studium der Flüssigkeitsbewegung entwickelt. Eine hydraulische Presse arbeitet durch Druckaufbau in einem geschlossenen System, um während des gesamten Pressvorgangs eine starke und gleichmäßige Kraft zu erzeugen und auszuüben.
Hydraulische Pressen, die mit voll programmierbaren elektrischen Steuerungen ausgestattet werden können, werden aufgrund ihrer Effizienz, Vielseitigkeit, Zuverlässigkeit und der hohen Kraft, die sie erzeugen können, in der Metallumformung weit verbreitet. Sie können entweder in Einzel- oder Mehrfachfunktionskonfigurationen erhältlich sein, sodass mehrere Werkzeuge verwendet werden können, um mehrere Operationen gleichzeitig auszuführen. Die Metallumformung mit hydraulischen Pressen wird für verschiedene Produktionsanwendungen verwendet, die von großen Karosserieblechen bis hin zu Einzelteilen reichen können, die in einer Vielzahl von Industrien verwendet werden, einschließlich; Automobil, Luft- und Raumfahrt, Verpackung, Konsumgüter, Verteidigung, Bau, Elektronik, medizinische Geräte und vieles mehr.
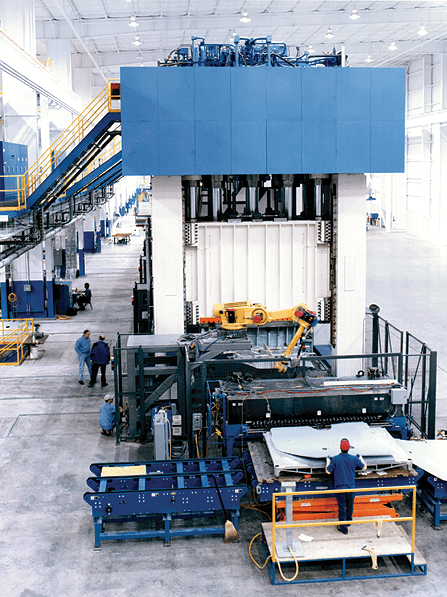
Feige. 2: Eine Macrodyne 800 Tonnen Umformpresse.
Feige. 3: Automobilteile wie Autotürverkleidungen werden mit Umformpressen hergestellt.
Vorteile von Pressen für die Metallumformung
Zu den Vorteilen des Einsatzes von Pressen für Metallumformprozesse gehören:
Hohe Präzision und Wiederholgenauigkeit der fertigen Teile.
Die Materialeigenschaften der Teile werden während des Umformprozesses nicht beeinträchtigt.
Kann sowohl für kurze als auch für lange Produktionsläufe verwendet werden.
Mehrere Umformtechniken und Prozesse können in einem einzigen Arbeitsgang kombiniert werden.
Schritte nach dem Pressen wie Reinigen, Lackieren und Plattieren können reduziert oder ganz eliminiert werden, wodurch die Produktionskosten im Vergleich zu anderen Metallherstellungsprozessen gesenkt werden.
Werkzeuge, die in Metallumformpressen verwendet werden, können im Vergleich zu anderen Metallbearbeitungstechniken kostengünstiger in der Herstellung und Wartung sein.
Ein hoher Automatisierungsgrad führt zu schnelleren Durchlaufzeiten und senkt die Arbeitskosten.
Mit derselben Presse können unterschiedliche Metalle und Materialstärken umgeformt werden.
Andere Metallumformungsmethoden
Verfahren zur Umformung und Umformung von Metall, die über die Fähigkeiten einer hydraulischen Metallumformpresse hinausgehen können, umfassen:
Gießen: Metallformen können geformt werden, indem geschmolzenes Metall in eine Form gegossen, abgekühlt und dann aus der Form genommen wird. Es können verschiedenste Metalllegierungen gegossen und komplexe Formen hergestellt werden.
Walzen: Blechwalzen ist ein Prozess, bei dem Metallteile durch eine oder mehrere Walzen geführt werden. Biegen, Umformen und Abflachen sind einige der Umformprozesse, die durch Walzen erreicht werden können.
Fertigung: Für Prototyping oder Kleinserien können Teile aus mehreren Blechen durch Schweißen oder andere Fügeverfahren hergestellt werden. In den meisten Fällen ist die Fertigung nur dann sinnvoll, wenn das Produktionsvolumen nicht hoch genug ist, um die Kosten für dedizierte Werkzeuge zu rechtfertigen.
Laserschneiden: Mit einem Hochleistungslaser können Löcher und Ausschnitte durch ein Blechteil gebrannt werden. Laserschneiden ist ein schnelles und präzises Umformverfahren, das mit automatisierten Maschinen verarbeitet werden kann.
Spinnen: Beim Spinnen, auch bekannt als Drallformen und Metalldrehen, wird eine Metallscheibe oder ein Metallrohr mit hoher Geschwindigkeit gedreht und in eine gewünschte Form gebracht. Je nach zu verwendendem Material kann der Prozess heiß oder kalt erfolgen und erzeugt ein achsensymmetrisches Teil. Zylinder, Kegel und komplexere Geometrien, die aus einer Kombination von Formen bestehen, können durch Spinnen hergestellt werden.
Pressprozess zur Metallumformung
Überblick
Eine Metallformpresse kann extrem komplexe Teile herstellen, aber der allgemeine Prozess kann auf wenige einfache Arbeitsgänge vereinfacht werden; scheren, biegen und stanzen. Eine gut konfigurierte Presse mit den entsprechenden Werkzeugen ist in der Lage, eine Kombination dieser Grundfunktionen mit einem einzigen Pressenhub zu erreichen. Lassen Sie uns diese grundlegenden Operationen und ihre Überlegungen untersuchen, die zu einem qualitativ hochwertigen Fertigteil führen.
Scheren: Scheren, auch Stanzen genannt, ist ein Umformverfahren, bei dem gerade Linien auf flachem Blechmaterial geschnitten werden. Eine obere und untere Klinge werden typischerweise verwendet, um das Metallstück zu durchschneiden. Die obere Klinge wird heruntergefahren und durchbohrt das Teil, während die untere Klinge stationär bleibt. Das Verfahren führt typischerweise zu sauberen Schnitten mit glatten Kanten. Es ist ein kostengünstiges Verfahren und eine Vielzahl von Metallmaterialien eignet sich zum Abscheren. Die Geometrie und das Material der beim Scheren verwendeten Werkzeuge können die Qualität der produzierten Teile beeinflussen. Die Pressengeschwindigkeit, der Schmierstoffeinsatz und die Abstände zwischen Werkzeugen und Werkstück sowohl vor als auch nach dem Scheren sind ebenfalls Faktoren, die zum Prozesserfolg beitragen.
Abb 4: Vier Stufen des Scherprozesses.
Das Material wird scheinbar augenblicklich getrennt, aber das Scheren kann in vier 4 verschiedene Stufen zusammengefasst werden, wie in Abbildung 4 dargestellt.
Das Obermesser wird von der Presse in Umformrichtung in Bewegung gesetzt.
Beim Eindrücken des Stempels in das Werkstück entsteht ein Kontakt mit dem Werkstück, was zu einer Verformung führt.
Werkzeuge dringen in die Werkstückoberfläche ein.
Ein Bruch tritt an der gegenüberliegenden Kante der Matrize auf, wobei entlang einer Kante geschnitten wird, die das Metall trennt.
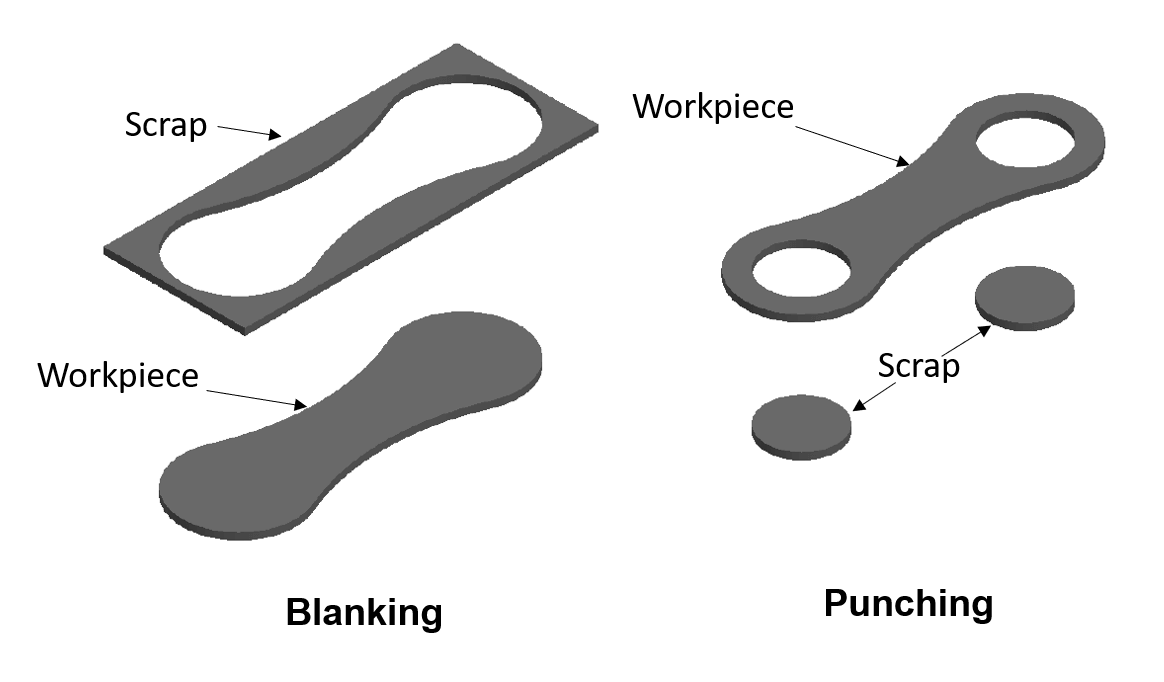
Stanzen: Eine Matrize und ein Stempel werden verwendet, um Metall, typischerweise in Blech- oder Rollenform, zu scheren, um flache Formen herzustellen. Die Geometrie und Größe des Endstücks wird von der verwendeten Matrize und dem verwendeten Stempel bestimmt. Das Stanzen ist eine relativ unkomplizierte, schnelle und kostengünstige Methode zur Herstellung großer Teilemengen. Materialverschwendung kann durch strategisches Verschachteln von Teilen minimiert werden und/oder übrig gebliebenes Metall kann für andere Anwendungen wiederverwendet werden. Das Verfahren wird am besten für Teile mit einfacher Geometrie verwendet. Wenn eine zusätzliche Formgebung erforderlich ist, kann diese in nachfolgenden Formgebungsvorgängen durchgeführt werden.
Stanzen: Das Stanzen ähnelt dem Stanzprozess, jedoch wird beim Stanzen nicht die Außenseite des Teils verlassen, sondern das Material wie Löcher durch Scherkräfte von der Innenseite entfernt. Das entfernte Metall wird typischerweise verschrottet. Eine Umformpresse kann so konfiguriert werden, dass sie gleichzeitig Stanzen und Stanzen erreicht.
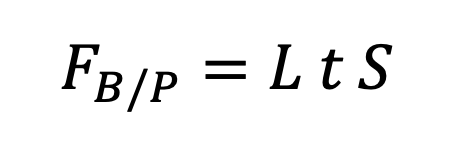
Sowohl beim Stanzen als auch beim Stanzen kann die erforderliche Kraft berechnet werden als
w hier;
L = Umfang der Geometrie
t = Materialstärke
S = Scherfestigkeit des Materials
Allgemeine Konstruktionsrichtlinien, um ein erfolgreiches Stanzen sicherzustellen, sollten befolgt werden, wie z. folgenden Mindestabstand zu Kanten, Eckenradius für bestimmte Formen und Mindestlochgrößen für die Materialstärke. Eine ausreichende Stanzkraft der Presse, ein guter Zustand der Werkzeuge, ein effizientes Anordnen oder Verschachteln von Teilen und die Berücksichtigung angemessener Toleranzen sind weitere Faktoren, die den Erfolg der Gesamtproduktion der Formteile beeinflussen können.
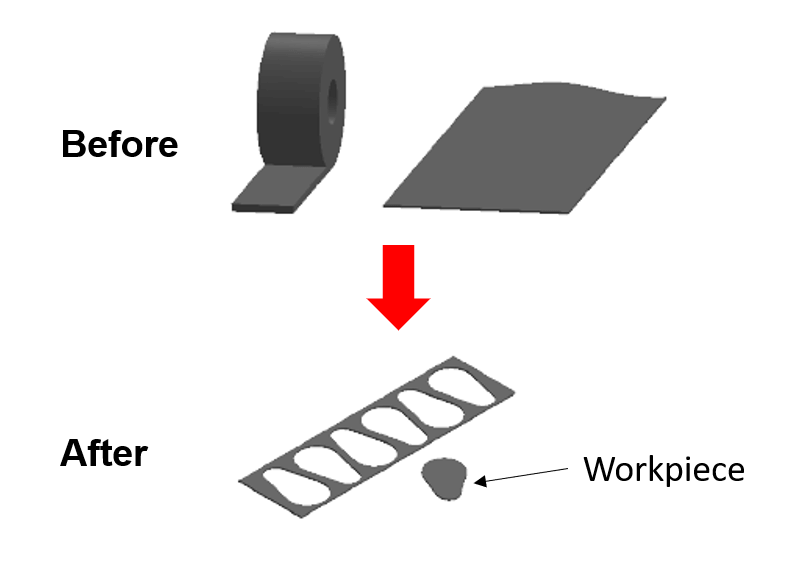
Feige. 5: Werkstück aus Rollen- oder Plattenmaterial mit Stanzverfahren geformt
Feige. 6: Umformschneiden Stanzen versus Stanzen
Biegen: Biegen, ein weit verbreitetes Verfahren zum Umformen von Blechen, verleiht dem Teil eine eckige Form, indem es mit einem Stempel verformt wird. Das gebogene Metall wird einer Kombination von Druck- und Zugkräften ausgesetzt, die über die Streckgrenze des Materials hinausgehen, was zum fertigen Teil führt.
Übliche Biegeverfahren, einschließlich Luftbiegen und Bodenbearbeitung, werden typischerweise auf einer Abkantpresse durchgeführt. Das Luftbiegen ermöglicht es, das Blech durch Einstellen des Stempelhubs in einem bestimmten Winkel zu biegen. Materialien unterschiedlicher Art und Dicke können in unterschiedlichen Winkeln gebogen werden, ohne dass Stempel oder Matrize gewechselt werden müssen. Die Bodenbearbeitung ist ein ähnlicher Prozess, da auch ein Stempel und eine Matrize verwendet werden, jedoch drückt der Stempel das Material gegen die Konturen der Matrize, um den Biegewinkel zu definieren.
Umformkräfte, Genauigkeit, Rückfederung, ausreichender Biegeradius zur Vermeidung von Materialrissen, Metallduktilität und Materialstärke sind einige der Faktoren, die in die Konstruktion von Biegeteilen und die Konfiguration der Presse einfließen.
Feige. 7: Air Bending versus Bottoming
Prägen: Prägen ist eine Hochleistungsart des Blechstanzens, bei der im Vergleich zu anderen Methoden in der Regel 30-mal mehr Druck verwendet wird, um das fertige Teil zu formen. Der Begriff stammt aus der Herstellung von Währungsmünzen, wo eine Massenproduktion von präzisen, detaillierten und wiederholbaren Teilen notwendig ist. Der beim Prägen verwendete höhere Druck ermöglicht es dem Stempel, über die neutrale Biegeachse hinaus in das Metall einzudringen und ermöglicht kleine Biegeradien an den Teilen.
Feige. 8: Eine Macrodyne-500-Tonnen-Prägepresse
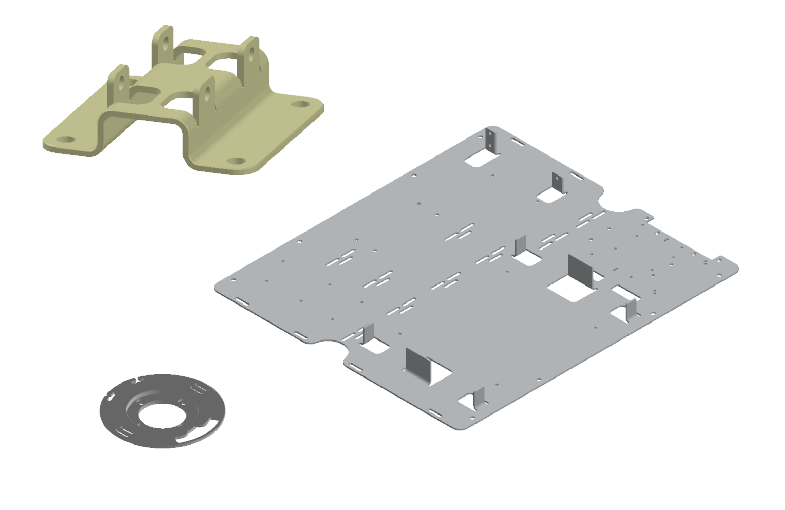
Stanzen: Beim Stanzen wird flaches Blech in eine bestimmte Form gebracht und kann eine Reihe anderer Prozesse umfassen, wie Stanzen, Biegen, Stanzen und Scheren in einem einzigen Prozess. Auch Merkmale wie Belüftungsöffnungen und Einkerbungen können in das Prägen eingearbeitet werden. Teile, die eine hohe Qualität, Langlebigkeit und geringe Kosten erfordern und für eine schnelle Massenproduktion geeignet sind, werden oft aus Metall gestanzt. Das Stanzen kann mit kaltem, warmem oder heißem Blechmaterial erfolgen, je nach Duktilität oder Sprödigkeit des Blechmaterials bei Raumtemperatur.
Feige. 9: Verschiedene Metallstanzteile
Erweiterte Fähigkeiten mit Umformpressen
Hydroforming: Hydroforming ist ein kostengünstiger Metallbearbeitungsprozess, der komplexe Geometrien in rohrförmigen Teilen und ausgedehnte Tiefziehvorgänge in blechbasierten Teilen formen kann. Hydrogeformte Teile ermöglichen eine Teilekonsolidierung, die reduzierte Anzahl von Unterkomponenten reduziert die Montagekosten und erhöht die Festigkeit und Steifigkeit der Endmontage. Die Toleranzen unterscheiden sich je nach gewählter Anwendung und Größe des Bauteils, aber im Allgemeinen sind beim Hydroformen engere Toleranzen möglich als beim herkömmlichen Stanzen.
Feige. 10: Beispiele für hydrogeformte Teile
Feige. 11: Eine Macrodyne 1600 Tonnen Tiefziehpresse
Tiefziehpressen : Mit dem Tiefziehverfahren können verschiedenste Bauteile wie Karosserieteile, Tanks und Dosen, Kochgeschirr und Geräteplatten hergestellt werden. Eine Tiefziehpresse bietet eine optimale Kontrolle der Presskräfte und des Materialflusses während der Umformung, was im Vergleich zu anderen Umformtechniken zu qualitativ hochwertigen Fertigteilen mit weniger Fehlern führt. Das Tiefziehen reduziert den Ausschuss und minimiert die Produktionskosten, da das Verfahren zur Herstellung einer Netzform mit minimalem Materialeinsatz führt. Auch die Montagekosten lassen sich reduzieren, indem mehrere Komponenten zu einem Tiefziehteil umgestaltet werden.
Schmiedepressen: Schmiedepressen können eine präzise Hochgeschwindigkeitsleistung erbringen und bieten die optimale Pressensteuerung, die erforderlich ist, um eine breite Palette von offenen oder geschlossenen Gesenkschmiedeprodukten für Schwerindustrie-, Automobil- und Luft- und Raumfahrtanwendungen wie Flansche, Lager, Achsen und Getriebe herzustellen. Mit entsprechenden hydraulischen und elektrischen Steuerungen kann eine hydraulische Presse speziell für den Warmumformprozess ausgelegt werden.
Auswahl einer Umformpresse
Die bisher besprochenen Verfahren bilden eine kleine Auswahl der mit hydraulischen Pressen realisierbaren Umformarten. Die dynamische Natur einer hydraulischen Metallumformpresse ermöglicht noch mehr Möglichkeiten. Wie also das richtige auswählen? Bei der Entscheidung für die richtige Presse spielen viele Faktoren eine Rolle. Die technischen Anforderungen hängen stark vom jeweiligen zu produzierenden Produkt und der Produktionsprognose ab. Weitere Anforderungen sind die Pressenlinie selbst, die Integration in die bestehende Produktion und Infrastruktur, die Prozesssteuerung sowie die Verfügbarkeit von Wartungs-, Service- und Ersatzteilen für die Presse. Diese Faktoren können einen erheblichen Einfluss auf die Betriebskosten einer Umformpresse haben.
Erfolgsfaktoren
Eine umfassende Betrachtung aller Parameter, die verschiedene Umformpressen beeinflussen, würde den Rahmen dieser Arbeit sprengen. Stattdessen werden wir bei der Auswahl einer Druckmaschine einige wichtige Aspekte berücksichtigen.
Presserahmenstil
Kundenspezifische Rahmen für hydraulische Pressen können für eine Vielzahl von Anwendungen entwickelt und hergestellt werden. Standardrahmenausführungen sind verfügbar und können der schnellste und kostengünstigste Einstieg sein, aber es sind optimale Lösungen möglich, die genau auf die Anforderungen der zu produzierenden Teile, des verfügbaren Platzes, der erforderlichen Bettgröße und der Funktion der Presse abgestimmt sind. Hydraulische Pressenrahmen werden normalerweise aus Baustahl hergestellt und sollen Jahrzehnte halten, um sicherzustellen, dass sie mehrere Produktionszyklen und wiederholte Verwendung überstehen. Einige gängige Rahmenstile umfassen; vorgespannte Gehäuse, monolithische Rahmen, Multirahmen-Stile, 4-Säulen-Pressenrahmen und kostengünstige Spaltrahmen.
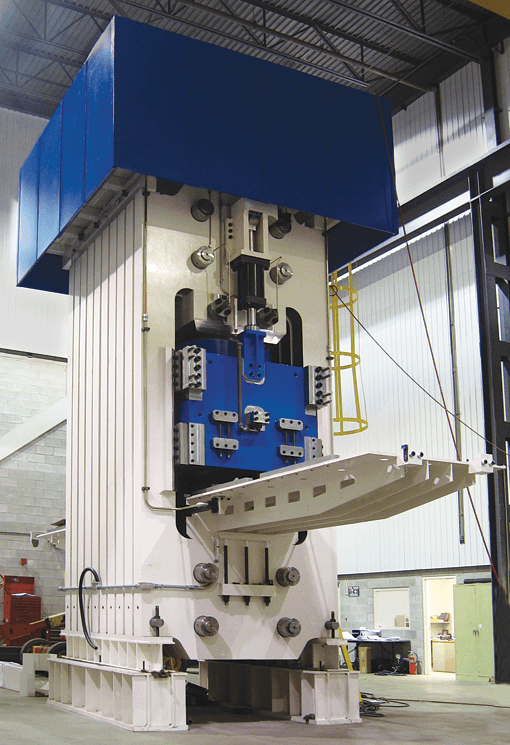
Feige. 12: Hydraulische Presse mit extrem hoher Tonnage
Feige. 13: Hydrauliksystem für eine Umformpresse
Hydrauliksysteme
Um eine optimale Zugänglichkeit und Wartungsfreundlichkeit zu gewährleisten, sollten Umformpressen, die mit einem Hydrauliksystem ausgestattet sind, ausgelegt sein. Diese Systeme bieten Flexibilität bei den Montageorten und können so konfiguriert werden, dass sie spezifische Benutzeranforderungen erfüllen. Die Verwendung fortschrittlicher Technologie mit bewährten und zuverlässigen Teilen bietet dem Benutzer eine hervorragende Systemleistung und ein hohes Maß an Funktionalität.
Bettgröße
Das Bett einer Presse muss in der Lage sein, die Stellfläche des größten erwarteten Werkzeugsatzes aufzunehmen. Bei rechteckigen oder komplexen Rohlingsformen bestimmt die Ausrichtung des Teils innerhalb des Betts die Gesamtbettabmessungen. Eine grobe Schätzung der Bettgröße kann anhand der maximal benötigten Rohlingsgröße berechnet werden.
Tonnagen und Geschwindigkeiten
Bei bestimmten Umformvorgängen müssen Tonnagen und Geschwindigkeiten gesteuert werden, um Fehler zu minimieren und qualitativ hochwertige Teile zu produzieren. Voll programmierbare hydraulische Pressen bieten eine wiederholbare Kontrolle der Formtonnage und können die Zykluszeiten optimieren. Die Presse sollte in der Lage sein, die erforderliche Tonnage zum Formen des Metalls bereitzustellen, jedoch sollte eine übermäßige Tonnage vermieden werden. Eine über das erforderliche Maß hinaus aufgebrachte Tonnage kann zu übermäßigem Energieverbrauch und Werkzeugverschleiß führen.
Schlaganfall und Tageslicht
Zwischen dem vollständig eingefahrenen Stempel und der Matrizenfläche muss genügend Tageslicht vorhanden sein, um das Fertigteil aus der Presse entnehmen zu können. In der Praxis bedeutet dies Tageslicht, das etwa dem Dreifachen des Pressenhubs entspricht. Wenn eine Presse verwendet wird, um mehr als ein Teil zu produzieren, sollten Hub und Durchgang das größte erwartete Werkzeug aufnehmen. Möglicherweise sind zusätzliche Abstände erforderlich, um den Zugang zu den Zuführungen und Schnellwechselwerkzeugen zu ermöglichen.
Elektrische Steuerungssysteme
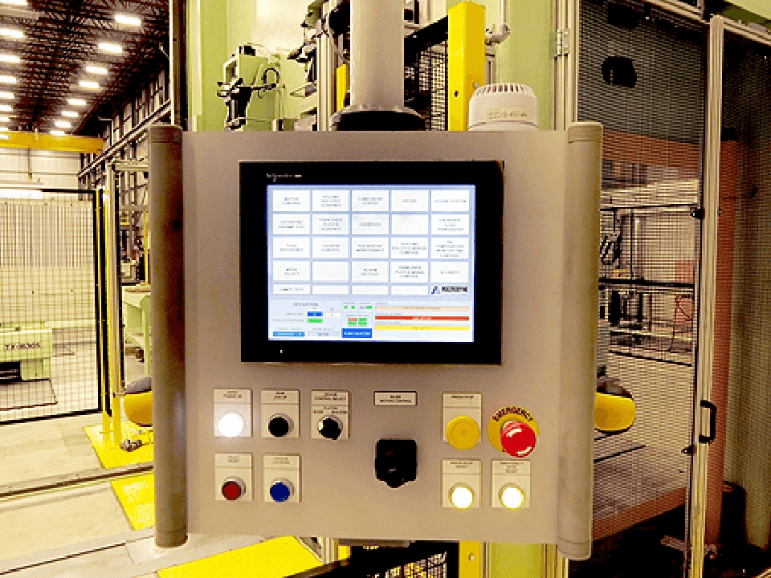
Das Pressensteuerungssystem arbeitet mit dem Hydrauliksystem zusammen, um die Leistung zu optimieren. Alle notwendigen Funktionen zur Bedienung der Druckmaschine und der Zusatzgeräte können auf einer farbigen, grafikbasierten Oberfläche oder einem ergonomisch gestalteten Handbedienpaket bereitgestellt werden. Die vollständig anpassbare Konfiguration des Menütyps gewährleistet eine einfache, flexible und benutzerfreundliche Bedienung, ohne dass besondere technische Kenntnisse erforderlich sind. Steuerungssysteme können von einem einfachen manuellen Paket bis zu einem hochgradig computerbasierten System mit Integration von Subsystemen für Zusatzausrüstungspakete, werksinterne Produktionsüberwachung und Datenerfassungssysteme reichen.
Feige. 14: Elektrische Steuerung für eine hydraulische Presse
Die beste Lösung für die Umformpresse ist diejenige, die sicherstellt, dass die Produktionserwartungen erfüllt werden und die Lieferung pünktlich und innerhalb des Budgets bestätigt.