De nombreuses pièces formées pour diverses applications reposent sur l'utilisation de presses en raison de la fiabilité, de la répétabilité et de l'efficacité de ces machines. Les presses refaçonnent le métal à l'aide d'une force brute pure et sont capables de produire de grands volumes de pièces identiques en peu de temps.
Qu'est-ce qu'une presse de formage des métaux ?
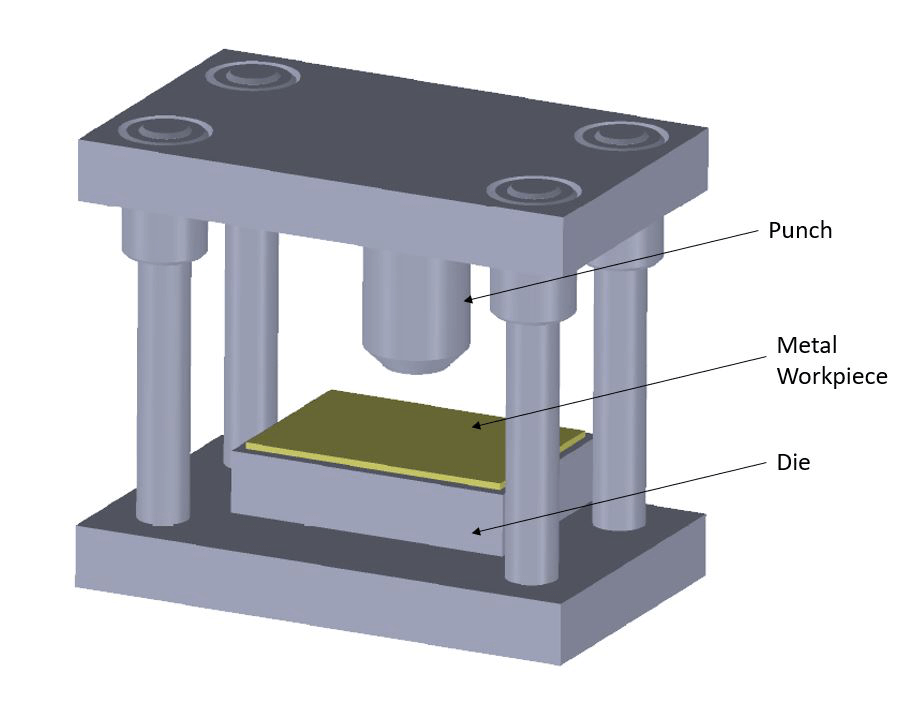
Une presse de formage des métaux, également connue sous le nom de presse d’emboutissage, est une machine-outil utilisée pour façonner et couper avec précision le métal en utilisant généralement des mouvements ascendants et descendants. Le métal, fourni sous forme de feuille, de bobine ou de tube, est pressé entre deux moitiés d’un outil de presse. La moitié supérieure de l’outil, un poinçon, est fixée au vérin, et la moitié inférieure de l’outil, une matrice, est fixée à la plaque de support fixée au lit de la presse. Des tiges et des bagues sont souvent utilisées pour guider le mouvement de pressage.
En général, le formage du métal est un processus de fabrication qui remodèle le métal par déformation plastique. Le métal peut être plié, étiré et comprimé en permanence en formes géométriques complexes avec une presse. La capacité de remodeler le métal est proportionnelle au type et à la quantité de contrainte appliquée à la pièce.
Les presses pour le formage des métaux peuvent être entraînées mécaniquement par des cames, au moyen d’un volant d’inertie et d’un moteur, ou hydrauliquement, en utilisant la pression d’un fluide pour exercer une force au cours du processus de formage. Les presses mécaniques sont capables d’atteindre des vitesses de production élevées et sont utilisées régulièrement dans les usines d’assemblage, mais les presses de formage des métaux à commande hydraulique offrent beaucoup plus de polyvalence. Une large gamme de tonnage de presse, de capacités de formage et de complexité globale des pièces finies peut être obtenue grâce à l’utilisation de presses de formage à commande hydraulique. Les presses hydrauliques peuvent être utilisées dans une grande variété d’applications en tant que presse autonome, dans une ligne de presse automatisée ou comme presse de transfert. Pour ces raisons et bien d’autres, les presses hydrauliques de formage des métaux se trouvent souvent dans les usines de fabrication du monde entier.
Fig.1 : Une représentation simple d'un ensemble d'outils de formage des métaux.
Presses hydrauliques de formage des métaux
Les presses hydrauliques, également connues sous le nom de presses Bramah du nom de l’inventeur Joseph Bramah, ont été développées pour la première fois à la fin des années 1700 grâce à son étude du mouvement des fluides. Une presse hydraulique fonctionne en augmentant la pression dans un système fermé afin de générer et d’exercer une force puissante et constante tout au long du processus de pressage.
Les presses hydrauliques, qui peuvent être équipées de systèmes de commande électrique entièrement programmables, sont largement utilisées dans le formage des métaux en raison de leur efficacité, de leur polyvalence, de leur fiabilité et du niveau élevé de force qu’elles sont capables de générer. Ils peuvent être disponibles dans des configurations à action unique ou à actions multiples, ce qui permet d’utiliser plusieurs outils pour accomplir plusieurs opérations simultanément. Le formage des métaux avec des presses hydrauliques est utilisé pour diverses applications de production qui peuvent aller des grands panneaux de carrosserie aux pièces individuelles utilisées dans une grande variété d’industries, notamment; automobile, aérospatiale, emballage, biens de consommation, défense, construction, électronique, dispositifs médicaux et bien d’autres.
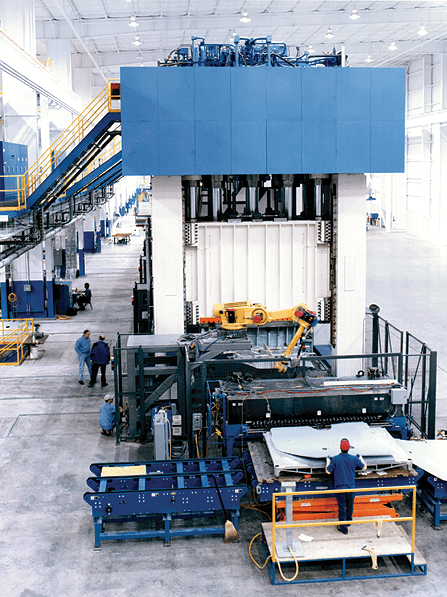
Figure. 2: Une presse de formage des métaux Macrodyne de 800 tonnes.
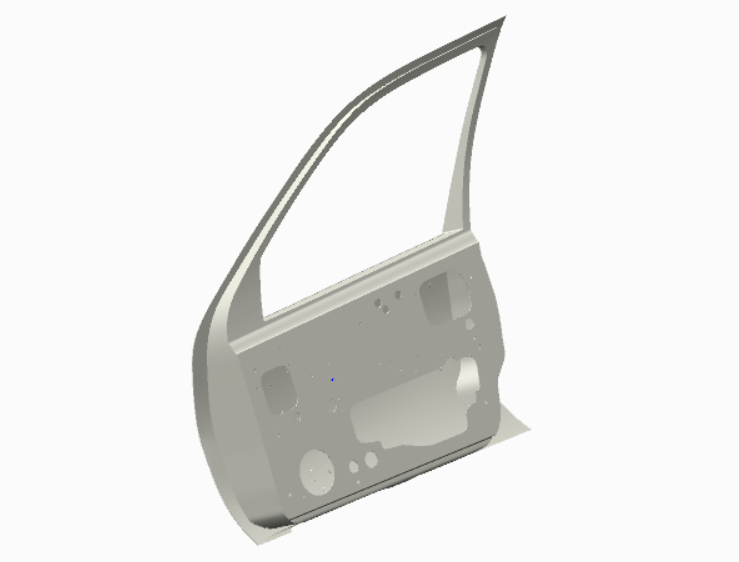
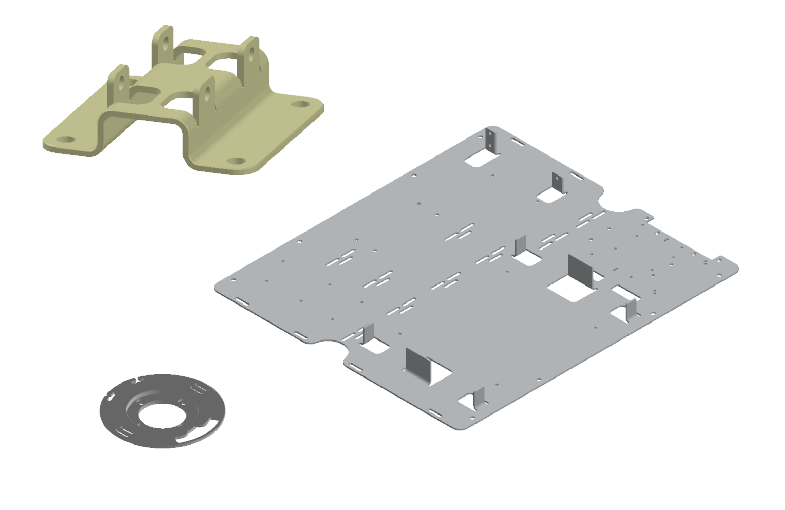
Figure. 3: Les pièces automobiles, telles que les panneaux de porte de voiture, sont produites avec des presses de formage des métaux.
Avantages des presses pour le formage des métaux
Certains des avantages de l’utilisation de presses pour les processus de formage des métaux comprennent:
Haute précision et répétabilité des pièces finies.
Les propriétés du matériau de la pièce ne sont pas affectées négativement pendant le processus de formage.
Peut être utilisé pour des séries de production courtes ou longues.
Plusieurs techniques et procédés de formage des métaux peuvent être combinés en une seule opération.
Les étapes de post-pressage telles que le nettoyage, la peinture et le placage peuvent être réduites ou éliminées entièrement, ce qui réduit les coûts de production par rapport à d’autres processus de fabrication de métaux.
Les outils utilisés dans les presses de formage des métaux peuvent être moins coûteux à fabriquer et à entretenir par rapport aux autres techniques de travail des métaux.
Un haut niveau d’automatisation permet des délais d’exécution plus rapides et réduit le coût de la main-d’œuvre.
Différents métaux et épaisseurs de matériaux peuvent être formés à l’aide de la même presse.
Autres méthodes de formage des métaux
Les procédés capables de former et de façonner le métal qui peuvent aller au-delà des capacités d’une presse hydraulique de formage des métaux comprennent:
Coulée : Les formes métalliques peuvent être formées en versant du métal fondu dans un moule, refroidi, puis retiré du moule. Une large gamme d’alliages métalliques peut être coulée et des formes complexes peuvent être produites.
Laminage : Le laminage de tôles est un processus où les pièces de métal sont passées à travers un ou plusieurs rouleaux. Le pliage, le formage et l’aplatissement sont quelques-uns des processus de formage qui peuvent être réalisés par laminage.
Fabrication: Pour le prototypage ou les petites séries de production, les pièces peuvent être produites à partir de plusieurs feuilles via le soudage ou d’autres processus d’assemblage. Dans la plupart des cas, la fabrication n’est appropriée que lorsque le volume de production n’est pas suffisamment élevé pour justifier le coût d’un outillage dédié.
Découpe laser : Grâce à l’utilisation d’un laser haute puissance, les trous et les découpes peuvent être gravés à travers une pièce de tôle. La découpe au laser est un processus de formage du métal rapide et précis qui peut être géré avec des machines automatisées.
Filage: Le filage, également connu sous le nom de formage par filage et tournage de métal, fait tourner un disque ou un tube métallique à grande vitesse pour le transformer en la forme souhaitée. Selon le matériau à utiliser, le procédé peut se faire à chaud ou à froid et produit une pièce à symétrie axiale. Des cylindres, des cônes et des géométries plus complexes consistant en une combinaison de formes peuvent être produits par filage.
Processus de presse de formage des métaux
Aperçu
Une presse de formage des métaux peut produire des pièces extrêmement complexes, mais le processus général peut être simplifié en quelques opérations simples ; cisaillage, pliage et emboutissage. Une presse bien configurée avec les outils appropriés est capable de réaliser une combinaison de ces fonctions de base avec un seul coup de presse. Examinons ces opérations de base et les considérations de chacune qui aboutiront à une pièce finie de haute qualité.
Cisaillement: Le cisaillement, également connu sous le nom de découpage à l’emporte-pièce, est un processus de formage du métal dans lequel des lignes droites sont coupées sur des tôles plates. Une lame supérieure et inférieure sont généralement utilisées pour trancher la pièce métallique. La lame supérieure descendra et percera la pièce, tandis que la lame inférieure restera immobile. Le processus donne généralement des coupes nettes avec des bords lisses. C’est une méthode rentable et une grande variété de matériaux métalliques conviennent au cisaillement. La géométrie et le matériau des outils utilisés en cisaillage peuvent affecter la qualité des pièces produites. La vitesse de la presse, l’utilisation de la lubrification et les jeux entre les outils et la pièce avant et après le cisaillement sont également des facteurs qui contribuent au succès du processus.
Fig 4: Quatre étapes du processus de cisaillement.
Le matériau est séparé en apparence instantanément, mais le cisaillement peut être résumé en quatre 4 étapes distinctes, comme illustré à la figure 4.
La lame supérieure est mise en mouvement dans le sens du formage par la presse.
Le contact est établi avec la pièce lorsque le poinçon pousse dans la pièce provoquant une déformation.
Les outils pénètrent dans la surface de la pièce.
La rupture se produit au bord opposé de la matrice, coupant le long d’un bord séparant le métal.
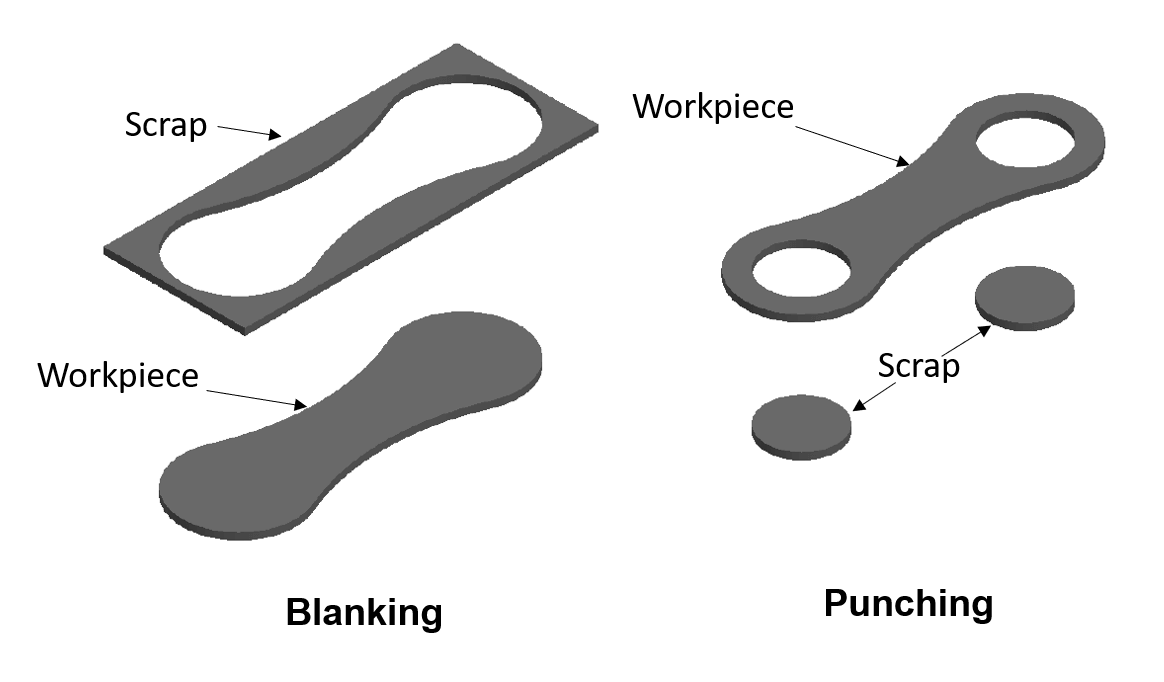
Découpage : une matrice et un poinçon sont utilisés pour cisailler le métal, généralement sous forme de feuille ou de rouleau, afin de produire des formes plates. La géométrie et la taille de la pièce finale sont déterminées par la matrice et le poinçon utilisés. Le découpage est une méthode relativement simple, rapide et économique pour produire de grands volumes de pièces. Les déchets de matériaux peuvent être minimisés grâce à l’imbrication stratégique des pièces et/ou les restes de métal peuvent être réutilisés pour d’autres applications. Le processus est mieux utilisé pour les pièces de géométrie simple. Si une mise en forme supplémentaire est requise, elle peut être réalisée lors d’opérations de mise en forme ultérieures.
Poinçonnage : Le poinçonnage est similaire au processus de découpage, mais plutôt que de laisser l’extérieur de la pièce, le poinçonnage enlève le matériau de l’intérieur, comme des trous, via des forces de cisaillement. Le métal retiré est généralement mis au rebut. Une presse de formage des métaux peut être configurée pour réaliser simultanément le découpage et le poinçonnage.
Pour le découpage et le poinçonnage, la force requise peut être calculée comme suit
w ici;
L = Circonférence de la géométrie
t = Épaisseur du matériau
S = Résistance au cisaillement du matériau
Les directives générales de conception pour assurer un poinçonnage réussi doivent être suivies, telles que: suivant la distance minimale aux bords, le rayon d’angle pour certaines formes et les tailles de trou minimales pour l’épaisseur du matériau. S’assurer que la presse est configurée avec une force de poinçonnage adéquate, maintenir le bon état des outils, disposer ou emboîter efficacement les pièces et permettre des tolérances appropriées sont d’autres facteurs qui peuvent avoir un impact sur le succès de la production globale des pièces formées.
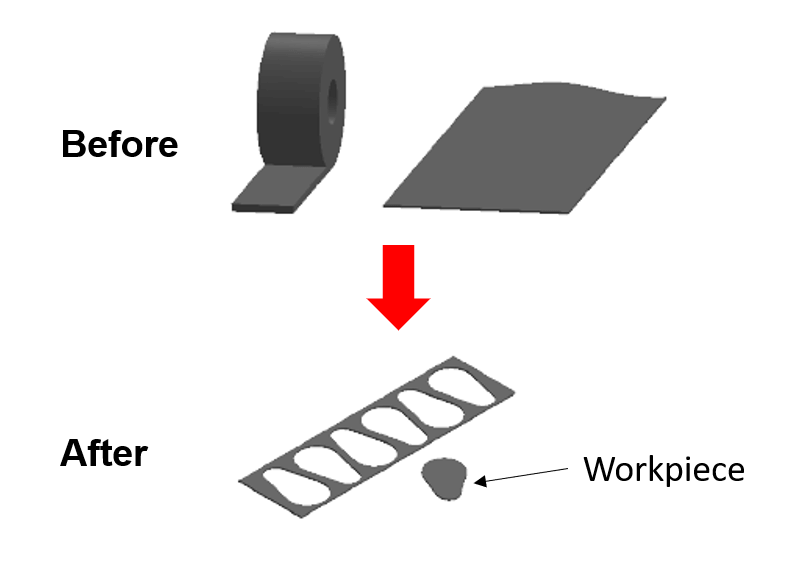
Figure. 5: Pièce formée à partir d'un matériau en rouleau ou en feuille avec un processus de découpage
Figure. 6: Découpe de formage de métal par rapport au poinçonnage
Pliage : Le pliage, méthode de formage de la tôle largement répandue, donne à la pièce une forme angulaire en la déformant à l’aide d’un poinçon. Le métal plié subira une combinaison de forces de compression et de traction, au-delà de la limite d’élasticité du matériau, résultant en la pièce finie.
Les méthodes de cintrage courantes, y compris le cintrage à l’air et le fond, sont généralement effectuées sur une presse plieuse. Le pliage à l’air permet de plier la tôle selon un angle spécifique en réglant la course du poinçon. Des matériaux de types et d’épaisseurs différents peuvent être pliés à des angles variables sans avoir besoin de changer le poinçon ou la matrice. Le fondage est un processus similaire, car il utilise également un poinçon et une matrice, mais le poinçon pressera le matériau contre les contours de la matrice pour définir l’angle de pliage.
Les forces de formage, la précision, le retour élastique, le rayon de courbure adéquat pour éviter le risque de fissuration du matériau, la ductilité du métal et l’épaisseur du matériau sont quelques-uns des facteurs qui entrent dans la conception des pièces pliées et la configuration de la presse.
Figure. 7: Air bending vers le bas
Frappe : La frappe est un type d’emboutissage de tôle haute performance qui utilise généralement 30 fois plus de pression pour former la pièce finie par rapport aux autres méthodes. Le terme vient de la production de pièces de monnaie, où la production en série de pièces précises, détaillées et reproductibles est nécessaire. La pression plus élevée utilisée dans l’estampage permet au poinçon de pénétrer dans le métal au-delà de l’axe de pliage neutre et permet de petits rayons de pliage sur les pièces.
Figure. 8: Une presse à frapper Macrodyne de 500 tonnes
Estampage : L’emboutissage convertit la tôle plate en une forme spécifique et peut inclure un certain nombre d’autres processus, tels que le découpage, le pliage, le poinçonnage et le cisaillement en un seul processus. Des caractéristiques telles que des évents et des empreintes peuvent également être incorporées dans l’estampage. Les pièces qui nécessitent une haute qualité, une durabilité, un faible coût et qui conviennent à une production rapide en grand volume sont souvent embouties en métal. L’emboutissage peut être réalisé avec des tôles à froid, à chaud ou à chaud en fonction de la ductilité ou de la fragilité de la tôle à température ambiante.
Figure. 9 : Diverses pièces estampées en métal
Capacités avancées avec les presses de formage
Hydroformage : L’hydroformage est un processus de fabrication de métaux rentable qui peut former des géométries complexes dans des pièces à base tubulaire et des emboutissages profonds étendus dans des pièces à base de tôle. Les pièces hydroformées permettent la consolidation des pièces, le nombre réduit de sous-composants réduit les coûts d’assemblage et augmente la résistance et la rigidité de l’assemblage final. Les tolérances varieront en fonction de l’application choisie et de la taille du composant, mais en général, l’hydroformage est capable de tolérances plus strictes par rapport à l’emboutissage traditionnel.
Figure. 10 : Exemples de pièces hydroformées
Figure. 11: Une presse à emboutissage profond de 1600 tonnes de Macrodyne
Presses d’emboutissage profond : Le processus d’emboutissage profond peut être utilisé pour fabriquer une grande variété de composants tels que des composants de corps, des réservoirs et des boîtes de conserve, des ustensiles de cuisine et des panneaux d’appareils. Une presse à emboutissage profond offre un contrôle optimal des forces de pression et du flux de matière pendant le formage, ce qui permet d’obtenir des pièces finies de haute qualité avec moins de défauts par rapport aux autres techniques de formage. L’emboutissage profond réduit les déchets et minimise les coûts de production car le processus aboutit à la fabrication d’une forme nette en utilisant un minimum de matériau. Les coûts d’assemblage peuvent également être réduits en redessinant plusieurs composants en une seule pièce emboutie profonde.
Presses à forger : Les presses à forger peuvent fournir des performances précises à grande vitesse, offrant le contrôle de presse optimal nécessaire pour produire une large gamme de produits matricés ouverts ou fermés pour les applications industrielles lourdes, automobiles et aérospatiales telles que les brides, les roulements, les essieux et les engrenages. Une presse hydraulique peut être spécialement conçue pour le processus de forgeage à chaud avec des systèmes de commande hydrauliques et électriques appropriés.
Choisir une presse de formage des métaux
Les processus discutés jusqu’à présent constituent un petit ensemble des types de formage des métaux qui peuvent être réalisés avec des presses hydrauliques. La nature dynamique d’une presse hydraulique de formage des métaux permet encore plus de capacités. Alors comment choisir le bon ? Un grand nombre de facteurs sont impliqués dans le choix de la bonne presse. Les exigences techniques dépendent beaucoup du produit spécifique à fabriquer et des prévisions de production. Des exigences supplémentaires concernent la ligne de presse elle-même, s’intégrant dans la production et l’infrastructure existantes, le contrôle des processus et la disponibilité de la maintenance, du service et des pièces de rechange pour la presse. Ces facteurs peuvent avoir un impact significatif sur le coût de possession d’une presse de formage des métaux.
Facteurs de succès
Un examen complet de tous les paramètres qui affectent les différentes presses de formage des métaux dépasse le cadre de cet article. Au lieu de cela, nous examinerons quelques considérations majeures lors de la sélection d’une presse.
Style de cadre de presse
Des cadres personnalisés pour presses hydrauliques peuvent être conçus et fabriqués pour s’adapter à un large éventail d’applications. Des styles de cadre standard sont disponibles et peuvent être le démarrage le plus rapide et le plus économique, mais des solutions optimales correspondant aux exigences exactes des pièces à produire, de l’espace disponible, de la taille de lit requise et de la fonction de la presse sont possibles. Les cadres des presses hydrauliques sont généralement fabriqués en acier de construction et sont conçus pour durer des décennies afin de s’assurer qu’ils durent à travers plusieurs cycles de production et une utilisation répétée. Certains styles de cadres courants incluent; boîtiers précontraints, cadres de style monolithique, styles multicadres, cadres de presse de style 4 colonnes et cadres d’espacement à faible coût.
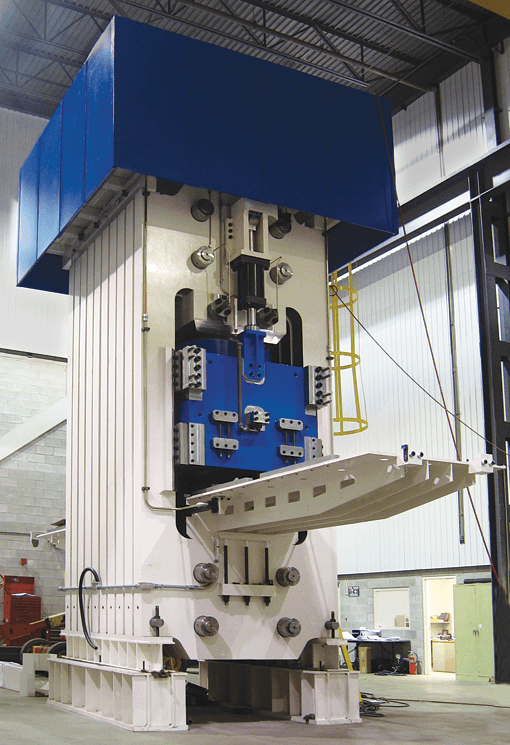
Figure. 12: Presse hydraulique à très haut tonnage
Figure. 13 : Système hydraulique pour une presse de formage des métaux
Systèmes hydrauliques
Les presses de formage des métaux équipées d’un système hydraulique doivent être conçues pour assurer une accessibilité et une facilité d’entretien maximales. Ces systèmes offrent une flexibilité sur les emplacements de montage et peuvent être configurés pour répondre aux besoins spécifiques des utilisateurs. L’utilisation d’une technologie de pointe, avec des pièces éprouvées et fiables, offre aux utilisateurs d’excellentes performances système et des niveaux élevés de fonctionnalité.
Taille du lit
Le lit d’une presse doit pouvoir accueillir l’empreinte du plus grand ensemble d’outils attendu. Pour les formes vierges rectangulaires ou complexes, l’orientation de la pièce à l’intérieur du lit déterminera les dimensions globales du lit. Une estimation approximative de la taille du lit peut être calculée en fonction de la taille maximale du blanc requise.
Tonnages et vitesses
Pour des opérations spécifiques de formage des métaux, les tonnages et les vitesses doivent être gérés pour minimiser les défauts et produire des pièces de haute qualité. Les presses hydrauliques entièrement programmables offrent un contrôle reproductible du tonnage de formage et peuvent optimiser les temps de cycle. La presse doit être capable de fournir le tonnage requis pour former le métal, mais un tonnage excessif doit être évité. Le tonnage appliqué au-delà de ce qui est requis peut entraîner une consommation d’énergie excessive et une usure de l’outillage.
AVC et lumière du jour
Une lumière du jour suffisante doit être disponible entre le poinçon entièrement rétracté et la face de la matrice pour permettre le retrait de la pièce finie de la presse. En pratique, cela se traduit par une lumière du jour qui représente environ le triple de la course de presse. Si une presse est utilisée pour produire plus d’une pièce, la course et la lumière du jour doivent s’adapter au plus grand outillage attendu. Des dégagements supplémentaires peuvent être nécessaires pour permettre l’accès au chargeur et l’outillage à changement rapide.
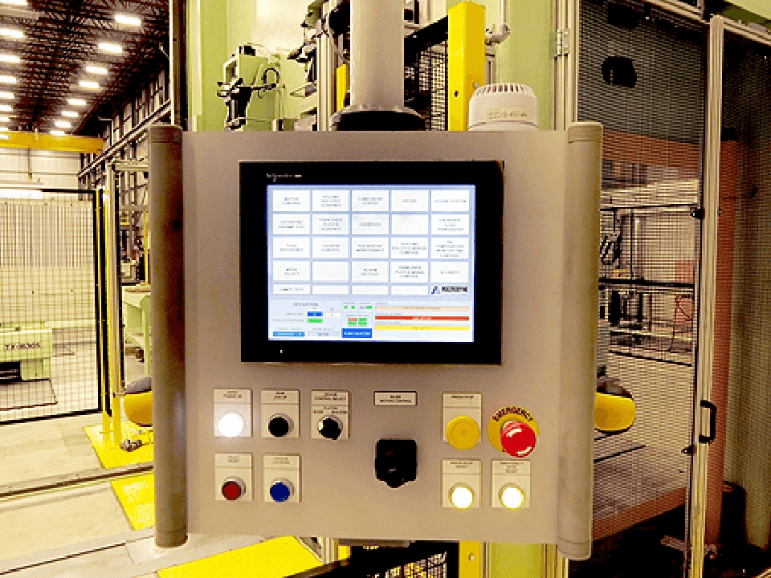
Systèmes de contrôle électrique
Le système de contrôle de la presse fonctionnera en tandem avec le système hydraulique pour optimiser les performances. Toutes les fonctions nécessaires au fonctionnement de la presse et des équipements auxiliaires peuvent être fournies sur une interface graphique couleur ou sur un ensemble de commandes manuelles ergonomiques. La configuration du type de menu entièrement personnalisable garantit un fonctionnement simple, flexible et convivial sans avoir besoin d’une expertise technique particulière. Les systèmes de contrôle peuvent aller d’un ensemble manuel de base à un système informatique de haut niveau avec intégration de sous-systèmes pour les ensembles d’équipements auxiliaires, la surveillance de la production en usine et les systèmes d’acquisition de données.
Figure. 14 : Système de commande électrique pour une presse hydraulique
La meilleure solution de presse de formage des métaux sera celle qui garantit que les attentes de production sont satisfaites et confirme la livraison dans les délais et dans les limites du budget.