Many formed parts for various applications rely on the use of presses because of the reliability, repeatability and efficiency of these machines. Presses reshape metal with the use of sheer brute force and are capable of producing high volumes of identical parts in a short amount of time.
What is a metal forming press?
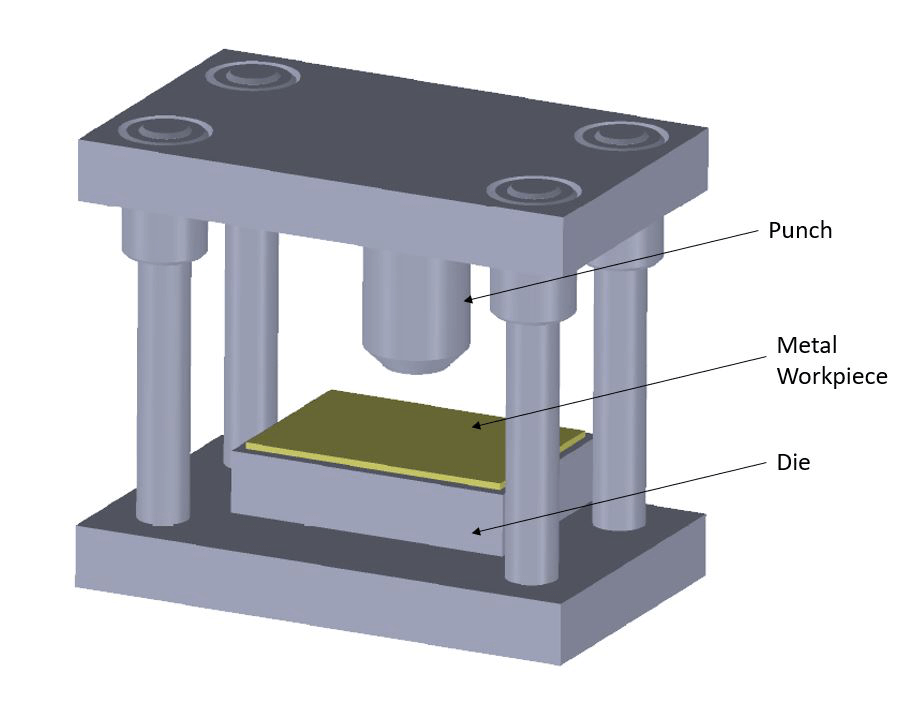
A metal forming press, also known as a stamping press, is a machine tool used to precisely shape and cut metal typically using upward and downward movements. Metal, supplied in sheet, coil, or tube form, is pressed between two halves of a press tool. The top half of the tool, a punch, is attached to the ram, and the bottom half of the tool, a die, is attached to the bolster plate secured to the bed of the press. Posts and bushings are often used to guide the pressing motion.
In general, metal forming is a manufacturing process that reshapes metal by plastic deformation. Metal can be permanently bent, stretched, and compressed into complex geometric shapes with a press. The ability to reshape the metal is proportional to the type and amount of stress applied to the part.
Metal forming presses can be cam driven mechanically, powered via a flywheel and motor, or hydraulically, which uses fluid pressure to exert force during the forming process. Mechanical presses are able to reach high production speeds and are used regularly in assembly plants, however hydraulically powered metal forming presses offer much more versatility. A wide range of press tonnage, forming capabilities, and overall complexity of finished parts can be achieved with the use of hydraulically powered forming presses. Hydraulic presses can be used in a wide variety of applications as a standalone press, in an automated press line, or as a transfer press. For these reasons and more, hydraulic metal forming presses are often found in manufacturing plants around the globe.
Fig.1: A simple representation of a metal forming tool set.
Hydraulic Metal Forming Presses
Hydraulic presses, also known as Bramah presses after inventor Joseph Bramah, were first developed in the late 1700’s through his studying of fluid motion. A hydraulic press works by building up pressure within a closed system in order to generate and exert a powerful and steady force throughout the pressing process.
Hydraulic presses, which can be equipped with fully programable electrical control systems, are widely used in metal forming because of their efficiency, versatility, dependability, and the high level of force they are able to generate. They can come in either single or multi-action configurations allowing for multiple tools to be used to accomplish multiple operations simultaneously. Metal forming with hydraulic presses is used for various production applications that can range from large body panels to individual parts used in a wide variety of industries including; automotive, aerospace, packaging, consumer goods, defense, construction, electronics, medical devices, and many more.
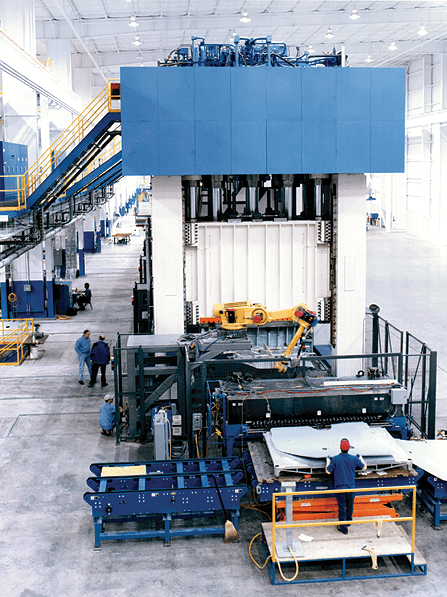
Fig. 2: A Macrodyne 800 Ton metal forming press.
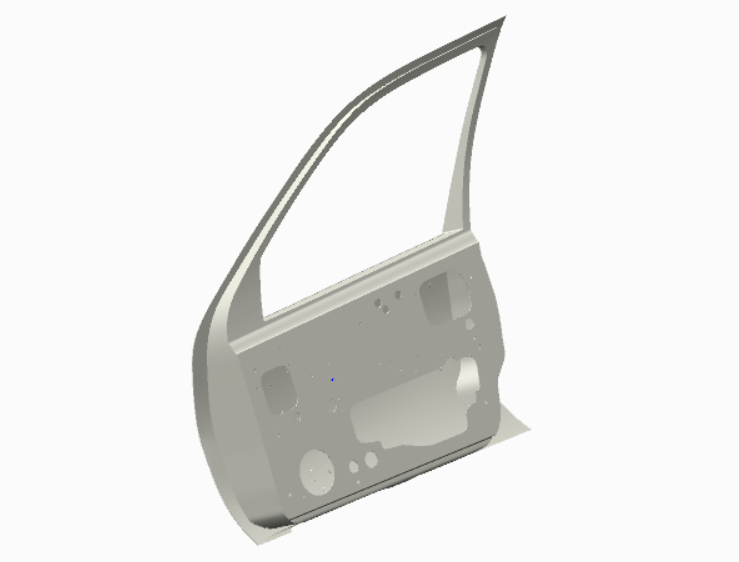
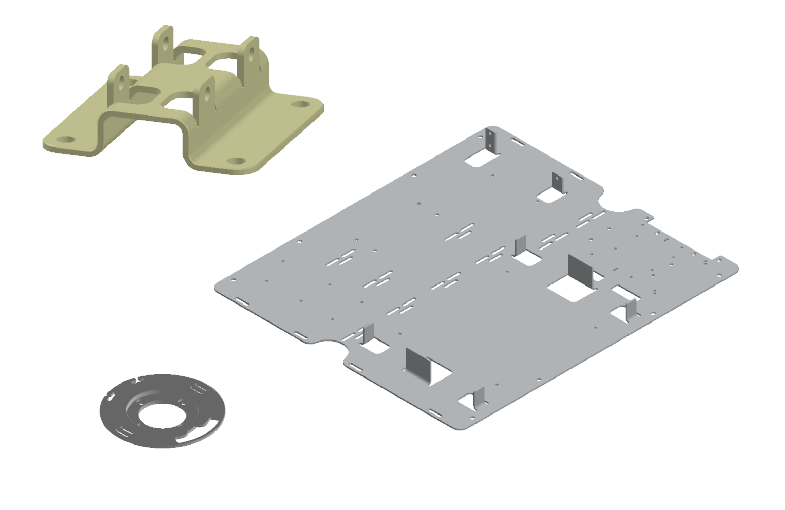
Fig. 3: Automobile Parts, such as car door panels, are produced with metal forming presses.
Benefits of presses for metal forming
Some of the benefits of using presses for metal forming processes include:
High precision and repeatability of finished parts.
Part material properties are not adversely affected during the forming process.
Can be used for both short or long production runs.
Multiple metal forming techniques and processes can be combined in a single operation.
Post pressing steps such as cleaning, painting, and plating can be reduced or eliminated entirely, lowering production costs, compared to other metal fabrication processes.
Tools used in metal forming presses can be less expensive to make and maintain compared to other metal working techniques.
High level of automation results in faster turnaround times and lowers the cost of labour.
Different metals and material thicknesses can be formed using the same press.
Other Metal Forming Methods
Processes capable of forming and shaping metal which can go beyond the capabilities of a hydraulic metal forming press include:
Casting: Metal shapes can be formed by pouring molten metal into a mold, cooled, and then removed from the mold. A wide range of metal alloys can be cast and complex shapes can be produced.
Rolling: Sheet metal rolling is a process where metal stock pieces are passed through one or more rollers. Bending, forming, and flattening are a few of the forming processes that can be achieved through rolling.
Fabrication: For prototyping or small production runs, parts can be produced from multiple sheets via welding or other joining processes. In most cases, fabrication is only appropriate when production volume is not high enough justify the cost of dedicated tooling.
Laser Cutting: With the use of a high-powered laser, holes and cut-outs can be burnt through a sheet metal piece. Laser cutting is a quick and precise metal forming process that can be handled with automated machines.
Spinning: Spinning, also known as spin forming and metal turning, rotates a metal disc or tube at high speed transform it into a desired shape. Depending on the material to be used, the process can be done hot or cold and produces an axially symmetric part. Cylinders, cones, and more complex geometries consisting of a combination of shapes can be produced via spinning.
Metal Forming Press Process
Overview
A metal forming press can produce extremely complex parts, but the general process can be simplified to a few simple operations; shearing, bending, and stamping. A well configured press with the appropriate tools is capable of achieving a combination of these basic functions with a single stroke of the press. Let’s examine these basic operations, and the considerations of each that will result in a high a quality finished part.
Shearing: Shearing, also known as die cutting is a metal forming process in which straight lines are cut on flat sheet metal stock. A top and bottom blade are typically used to slice through the metal piece. The top blade will come down and pierce through the part, while the bottom blade remains stationary. The process typically results in clean cuts with smooth edges. It is a cost-effective method and a wide variety of metal materials are suitable for shearing. The geometry and material of the tools used in shearing can affect the quality of parts produced. The press speed, use of lubrication, and clearances between tools and workpiece both pre and post shear, are also factors that contribute to process success.
Fig 4: Four stages of the shearing process.
Material is separated seemingly instantaneously, but shearing can be summarized in four 4 distinct stages as illustrated in Figure 4.
The top blade is set into motion in the forming direction by the press.
Contact is made with the workpiece as the punch pushes into the workpiece causing deformation.
Tools penetrate the workpiece surface.
Fracture occurs at the opposing edge of the die, cutting along an edge separating the metal.
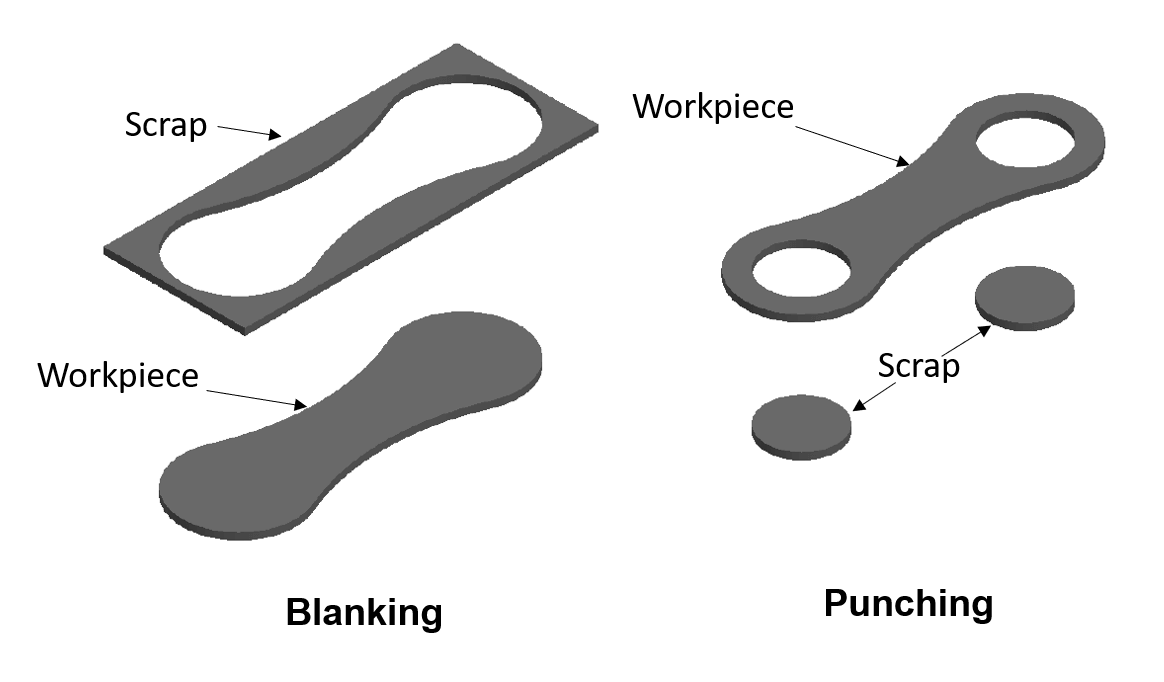
Blanking: A die and punch are used to shear metal, typically in sheet or roll form, to produce flat shapes. The geometry and size of the final piece is driven by the die and punch used. Blanking is a relatively straight forward, quick and cost-efficient method to produce large volumes of parts. Material waste can be minimized with strategic nesting of parts, and/or left-over metal can be reused for other applications. The process is best used for parts that are simple in geometry. If additional shaping is required, it can be accomplished in subsequent forming operations.
Punching: Punching is similar to the blanking process, however rather than leaving the outside of the part, punching removes material from the inside, like holes, via shearing forces. The metal removed is typically scrapped. A metal forming press can be configured to achieve both blanking and punching simultaneously.
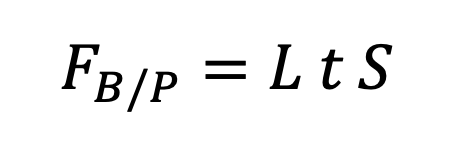
For both blanking and punching, the required force can be calculated as
where;
L = Circumference of geometry
t = Material thickness
S = Shear strength of material
General design guidelines to ensure successful punching should be followed such as; following minimum distance to edges, corner radius for certain shapes, and minimum hole sizes for the material thickness. Ensuring the press is configured with adequate punching force, maintaining good condition of the tools, arranging or nesting parts efficiently, and allowing for appropriate tolerances are other factors that can impact the success of overall production of the formed parts.
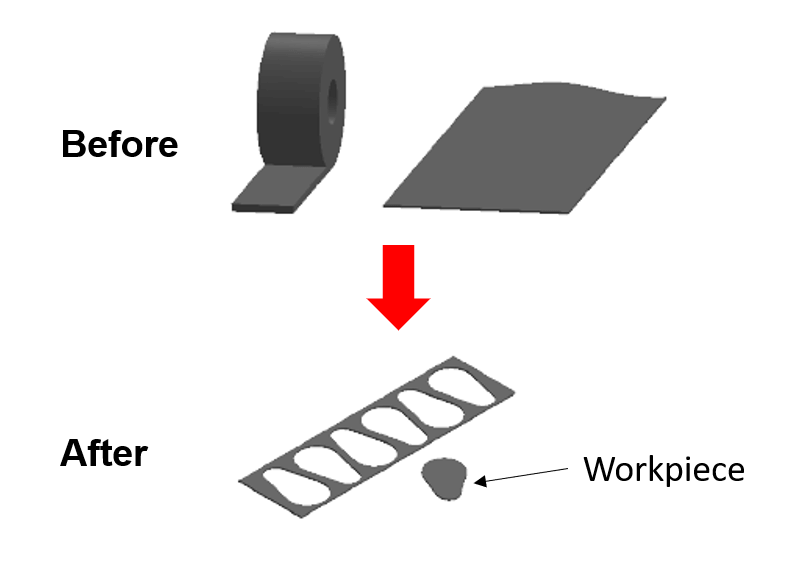
Fig. 5: Workpiece formed from roll or sheet material with blanking process
Fig. 6: Metal forming blanking versus punching
Bending: Bending, a widely used method of forming sheet metal, gives the part an angular shape by deforming it with a punch. The bent metal will undergo a combination of compressive and tensile forces, beyond the material’s yield strength, resulting in the finished part.
Common bending methods including air bending and bottoming, are typically done on a brake press machine. Air bending allows the sheet metal to be bent to a specific angle by setting the stroke of the punch. Materials of different type and thickness can be bent to varying angles without needing to change the punch or die. Bottoming is a similar process, as it also uses a punch and die, however the punch will press the material against the contours of the die to define the bend angle.
Forming forces, accuracy, spring back, adequate bend radius to avoid risk of cracking the material, metal ductility, and material thickness are some of the factors that go into the design of bent parts and configuration of the press.
Fig. 7: Air bending verses bottoming
Coining: Coining is a high-performance type of sheet metal stamping that typically uses 30 times more pressure to form the finished part compared to other methods. The term comes from the production of currency coins, where mass production of precise, detailed and repeatable parts is necessary. The higher pressure used in coining allows the punch to penetrate into the metal beyond the neutral bend axis and allows for small bend radii on the parts.
Fig. 8: A Macrodyne 500 Ton Coining Press
Stamping: Stamping converts flat sheet metal into a specific shape and can include a number of other processes, such as blanking, bending, punching, and shearing in a single process. Features such as vents and indents can also be incorporated into stamping. Parts that require high quality, durability, low-cost, and are suitable for fast high-volume production are often metal stamped. Stamping can be performed with cold, warm or hot sheet metal stock depending on the ductility or brittleness of the sheet material at room temperature.
Fig. 9: Various metal stamped parts
Advanced Capabilities with Forming Presses
Hydroforming: Hydroforming is a cost-effective metal fabricating process that can form complex geometries in tubular based parts and extended deep draws in sheet metal-based parts. Hydroformed parts allow for parts consolidation, the reduced number of sub components reduces assembly costs and increases strength and stiffness of the final assembly. Tolerances will differ based on the application chosen and the size of the component but in general hydroforming is capable of tighter tolerances versus traditional stamping.
Fig. 10: Examples of hydroformed parts
Fig. 11: A Macrodyne 1600 Ton Deep Draw Press
Deep Draw Presses: The deep draw process can be used to manufacture a wide variety of components such as body components, tanks and cans, cookware, and appliance panels. A deep draw press provides optimal control of pressing forces and material flow during forming, resulting in high quality finished parts with fewer defects compared to other forming techniques. Deep drawing reduces waste and minimizes production costs as the process results in the manufacture of a net shape using minimal material. Assembly costs can also be reduced by redesigning multiple components into one deep drawn part.
Forging Presses: Forging presses can provide precise high-speed performance, offering the optimal press control necessary to produce a wide array of open or closed die forged products for heavy industrial, automotive and aerospace applications such as, flanges, bearings, axles and gears. A hydraulic press can be specifically designed for the hot forging process with appropriate hydraulic and electrical control systems.
Choosing a Metal Forming Press
The processes discussed so far make up a small set of the types of metal forming that can be achieved with hydraulic presses. The dynamic nature of a hydraulic metal forming press allows for even more capabilities. So how to choose the right one? A large number of factors are involved when deciding on the right press. Technical requirements are very dependent on the specific product to be produced and production forecast. Additional requirements involve the press line itself, integrating into existing production and infrastructure, process control, and the availability of maintenance, service and spare parts for the press. These factors can have a significant impact on the cost of ownership of a metal forming press.
Success Factors
A comprehensive examination of all parameters that affect different metal forming presses is beyond the scope of this paper. Instead, we will look at a few key major considerations when selecting a press.
Press Frame Style
Custom frames for hydraulic presses can be designed and manufactured to suit a wide range of applications. Standard frame styles are available and may be the fastest and most cost-efficient start, but optimal solutions matching exact requirements for the parts to be produced, available space, required bed size, and function of the press are possible. Hydraulic press frames are typically made of structural steel and are meant to last decades to ensure it last through multiple production cycles and repeated usage. Some common frame styles include; pre-stressed housings, monolithic style frames, multi-frame styles, 4-column style press frames, and low-cost gap frames.
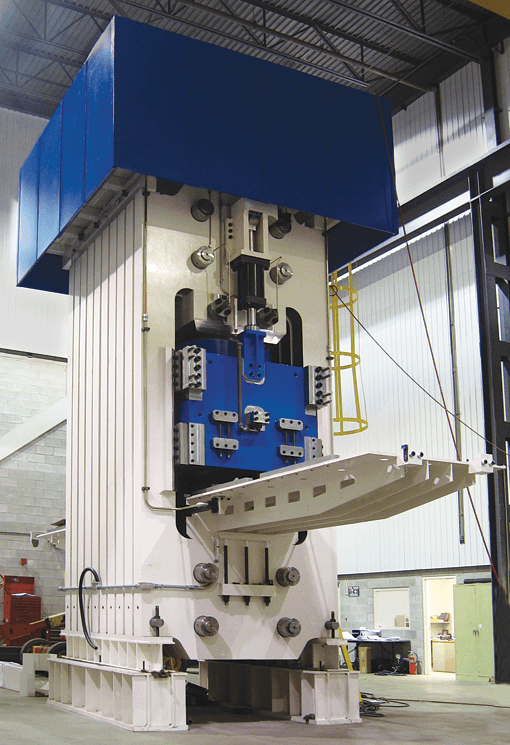
Fig. 12: Ultra-High Tonnage Hydraulic Press
Fig. 13: Hydraulic system for a metal forming press
Hydraulic Systems
Metal forming presses equipped with a hydraulic system should be designed to ensure maximum accessibility and ease of maintenance. These systems offer flexibility on mounting locations and can be configured to meet specific user requirements. Using advanced technology, with proven and reliable parts, provides users with excellent system performance and high levels of functionality.
Bed Size
The bed of a press must be able to accommodate the footprint of the largest expected toolset. For rectangular or complex blank shapes, orientation of the part within the bed will determine overall bed dimensions. A rough estimation of bed size can be calculated based on the maximum blank size that is required.
Tonnages and Speeds
For specific metal forming operations, tonnages and speeds must be managed to minimize defects and produce high quality parts. Fully programmable hydraulic presses offer repeatable control of the forming tonnage and can optimize cycle times. The press should be able to provide the required tonnage to form the metal, but excessive tonnage should be avoided. Tonnage that is applied beyond what is required may cause excess energy consumption and tooling wear.
Stroke and Daylight
Enough daylight must be available between the fully retracted punch and the die face to allow removal of the finished part from the press. In practice, this translates to daylight that is approximately triple the press stroke. If a press will be used to produce more than one part, stroke and daylight should accommodate the largest expected tooling. Additional clearances may be required to accommodate feeder access and quick-change tooling.
Electrical Control Systems
The press control system will work in tandem with the hydraulic system to optimize performance. All necessary functions for operation of the press and ancillary equipment can be provided on a colour, graphic based interface or an ergonomically designed manual control package. Fully customizable menu type configuration ensures simple, flexible, user-friendly operation without the need for special technical expertise. Control systems can range from a basic manual package to a high-level computer-based system with integration of sub-systems for ancillary equipment packages, in-plant production monitoring and data acquisition systems.
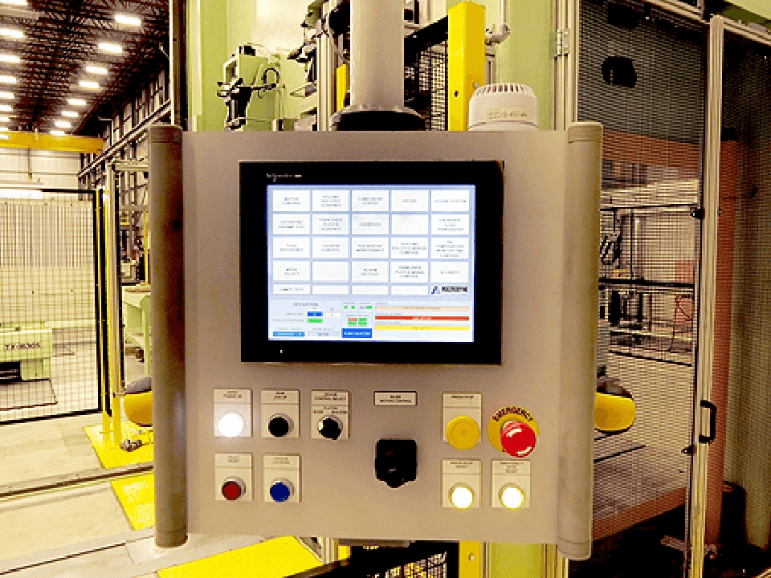
Fig. 14: Electrical control system for a hydraulic press
The best metal forming press solution will be the one that ensures that production expectations are met and confirms the delivery on time and within budget.