Muchas piezas conformadas para diversas aplicaciones dependen del uso de prensas debido a la confiabilidad, repetibilidad y eficiencia de estas máquinas. Las prensas remodelan el metal con el uso de pura fuerza bruta y son capaces de producir grandes volúmenes de piezas idénticas en poco tiempo.
¿Qué es una prensa de conformado de metales?
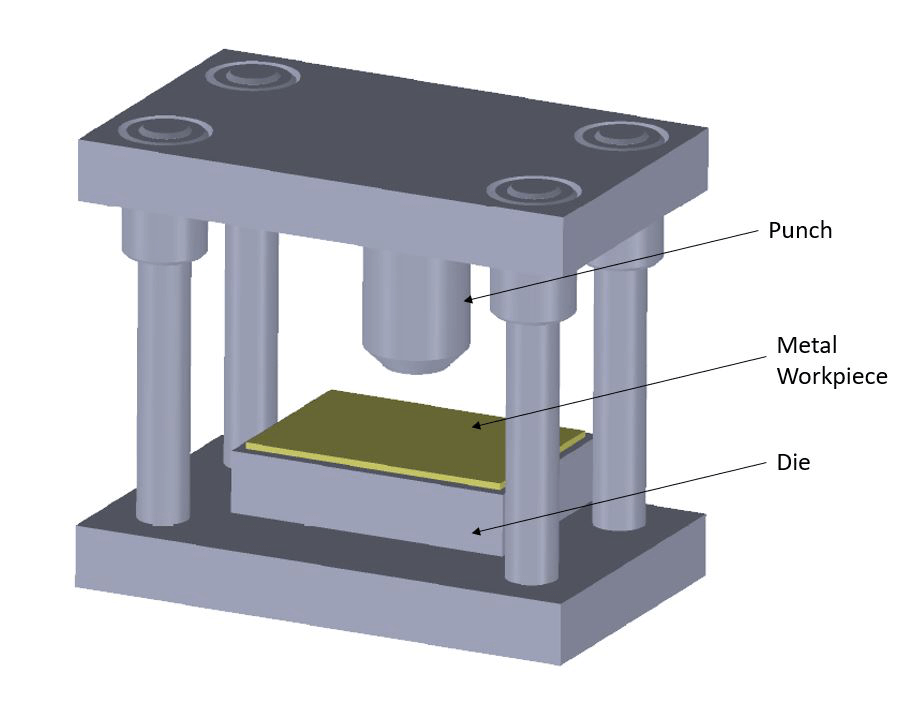
Una prensa de moldeado de metal, también conocida como prensa de estampado, es una máquina herramienta que se utiliza para moldear y cortar metal con precisión mediante movimientos hacia arriba y hacia abajo. El metal, suministrado en forma de hoja, bobina o tubo, se presiona entre dos mitades de una herramienta de presión. La mitad superior de la herramienta, un punzón, está unida al ariete, y la mitad inferior de la herramienta, un troquel, está unida a la placa de refuerzo asegurada a la base de la prensa. Los postes y casquillos se utilizan a menudo para guiar el movimiento de presión.
En general, el conformado de metales es un proceso de fabricación que reforma el metal mediante deformación plástica. El metal se puede doblar, estirar y comprimir permanentemente en formas geométricas complejas con una prensa. La capacidad de remodelar el metal es proporcional al tipo y la cantidad de tensión aplicada a la pieza.
Las prensas de conformado de metales pueden ser mecánicas, accionadas por levas mediante un volante y un motor, o hidráulicas, que utilizan la presión de un fluido para ejercer fuerza durante el proceso de conformado. Las prensas mecánicas pueden alcanzar altas velocidades de producción y se utilizan con regularidad en plantas de ensamblaje, sin embargo, las prensas de conformado de metales accionadas hidráulicamente ofrecen mucha más versatilidad. Se puede lograr una amplia gama de tonelaje de prensa, capacidades de conformado y complejidad general de las piezas terminadas con el uso de prensas de conformado accionadas hidráulicamente. Las prensas hidráulicas se pueden utilizar en una amplia variedad de aplicaciones como prensa independiente, en una línea de prensa automatizada o como prensa de transferencia. Por estas y otras razones, las prensas hidráulicas para conformado de metales se encuentran a menudo en plantas de fabricación de todo el mundo.
Fig.1: Una representación simple de un juego de herramientas de conformado de metal.
Prensas de conformado de metales hidráulicas
Las prensas hidráulicas, también conocidas como prensas Bramah en honor al inventor Joseph Bramah, se desarrollaron por primera vez a finales de 1700 a través de su estudio del movimiento de fluidos. Una prensa hidráulica funciona acumulando presión dentro de un sistema cerrado para generar y ejercer una fuerza potente y constante durante todo el proceso de prensado.
Las prensas hidráulicas, que pueden equiparse con sistemas de control eléctrico totalmente programables, se utilizan ampliamente en el conformado de metales debido a su eficiencia, versatilidad, confiabilidad y el alto nivel de fuerza que pueden generar. Pueden venir en configuraciones de acción única o múltiple, lo que permite el uso de múltiples herramientas para realizar múltiples operaciones simultáneamente. El conformado de metales con prensas hidráulicas se utiliza para diversas aplicaciones de producción que pueden ir desde grandes paneles de carrocería hasta piezas individuales utilizadas en una amplia variedad de industrias, que incluyen; automotriz, aeroespacial, empaque, bienes de consumo, defensa, construcción, electrónica, dispositivos médicos y muchos más.
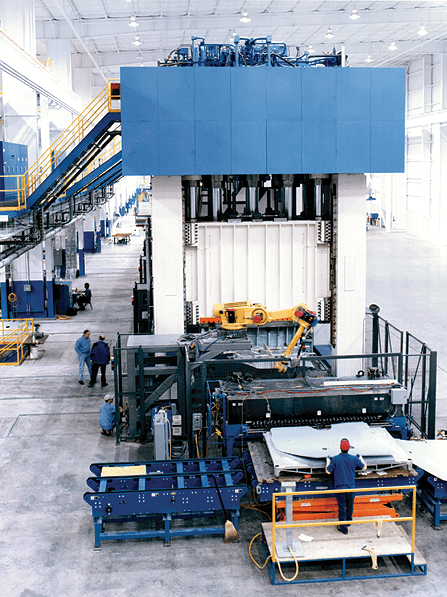
Higo. 2: Prensa de conformado de metal Macrodyne de 800 toneladas.
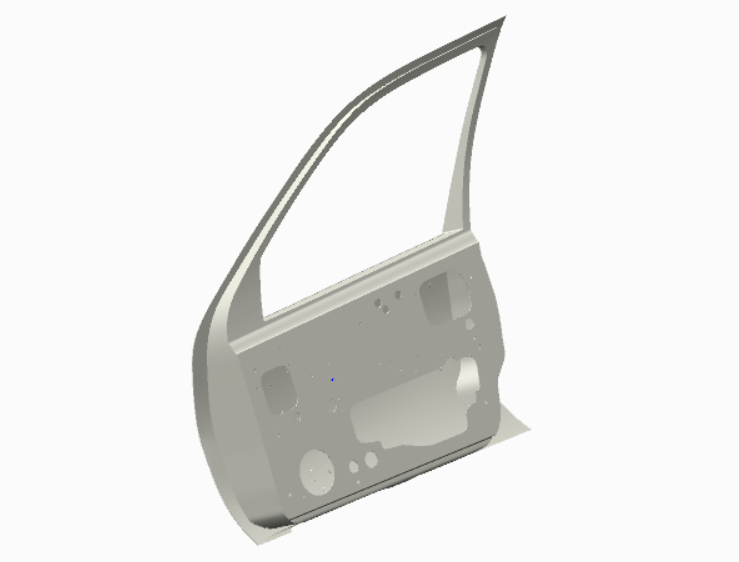
Higo. 3: Las piezas de automóvil, como los paneles de las puertas de los automóviles, se fabrican con prensas de conformado de metales.
Beneficios de las prensas para conformado de metales
Algunos de los beneficios de usar prensas para procesos de conformado de metales incluyen:
Alta precisión y repetibilidad de piezas acabadas.
Las propiedades del material de la pieza no se ven afectadas negativamente durante el proceso de formación.
Se puede utilizar tanto para series de producción cortas como largas.
Se pueden combinar múltiples técnicas y procesos de conformado de metales en una sola operación.
Los pasos posteriores al prensado, como la limpieza, la pintura y el enchapado se pueden reducir o eliminar por completo, lo que reduce los costos de producción, en comparación con otros procesos de fabricación de metales.
Las herramientas utilizadas en las prensas de conformado de metales pueden ser menos costosas de fabricar y mantener en comparación con otras técnicas de trabajo de metales.
El alto nivel de automatización da como resultado tiempos de respuesta más rápidos y reduce el costo de la mano de obra.
Se pueden formar diferentes metales y espesores de material utilizando la misma prensa.
Otros métodos de formación de metales
Los procesos capaces de formar y dar forma al metal que pueden ir más allá de las capacidades de una prensa hidráulica para formar metales incluyen:
Fundición: las formas metálicas se pueden formar vertiendo metal fundido en un molde, enfriarlo y luego sacarlo del molde. Se puede fundir una amplia gama de aleaciones metálicas y se pueden producir formas complejas.
Laminado: El laminado de chapa metálica es un proceso en el que las piezas de material metálico pasan a través de uno o más rodillos. Doblar, formar y aplanar son algunos de los procesos de formación que se pueden lograr mediante el laminado.
Fabricación: Para la creación de prototipos o pequeñas series de producción, las piezas se pueden producir a partir de varias hojas mediante soldadura u otros procesos de unión. En la mayoría de los casos, la fabricación solo es apropiada cuando el volumen de producción no es lo suficientemente alto como para justificar el costo de las herramientas dedicadas.
Corte por láser: Con el uso de un láser de alta potencia, los agujeros y recortes se pueden quemar a través de una pieza de chapa. El corte por láser es un proceso de conformado de metal rápido y preciso que se puede manejar con máquinas automatizadas.
Hilado: El hilado, también conocido como formación de giro y torneado de metal, hace girar un disco o tubo de metal a alta velocidad y lo transforma en la forma deseada. Dependiendo del material a utilizar, el proceso se puede realizar en caliente o en frío y produce una pieza simétrica axialmente. Los cilindros, conos y geometrías más complejas que constan de una combinación de formas se pueden producir mediante hilatura.
Proceso de prensa de conformado de metales
Descripción general
Una prensa de conformado de metales puede producir piezas extremadamente complejas, pero el proceso general se puede simplificar a unas pocas operaciones simples; corte, doblado y estampado. Una prensa bien configurada con las herramientas adecuadas es capaz de lograr una combinación de estas funciones básicas con un solo golpe de prensa. Examinemos estas operaciones básicas y las consideraciones de cada una que darán como resultado una pieza terminada de alta calidad.
Cizallamiento: El cizallamiento, también conocido como troquelado, es un proceso de formación de metal en el que se cortan líneas rectas en una hoja de metal plana. Por lo general, se usa una cuchilla superior e inferior para cortar la pieza de metal. La hoja superior bajará y perforará la pieza, mientras que la hoja inferior permanecerá estacionaria. El proceso generalmente da como resultado cortes limpios con bordes lisos. Es un método rentable y una amplia variedad de materiales metálicos son adecuados para el cizallamiento. La geometría y el material de las herramientas utilizadas en el corte pueden afectar la calidad de las piezas producidas. La velocidad de la prensa, el uso de lubricación y los espacios entre las herramientas y la pieza de trabajo, tanto antes como después del cizallamiento, también son factores que contribuyen al éxito del proceso.
Fig 4: Cuatro etapas del proceso de cizallamiento.
El material se separa aparentemente instantáneamente, pero el cizallamiento se puede resumir en cuatro 4 etapas distintas, como se ilustra en la Figura 4.
La hoja superior se pone en movimiento en la dirección de formación mediante la prensa.
El contacto se hace con la pieza de trabajo cuando el punzón empuja la pieza de trabajo causando deformación.
Las herramientas penetran en la superficie de la pieza de trabajo.
La fractura ocurre en el borde opuesto del troquel, cortando a lo largo de un borde que separa el metal.
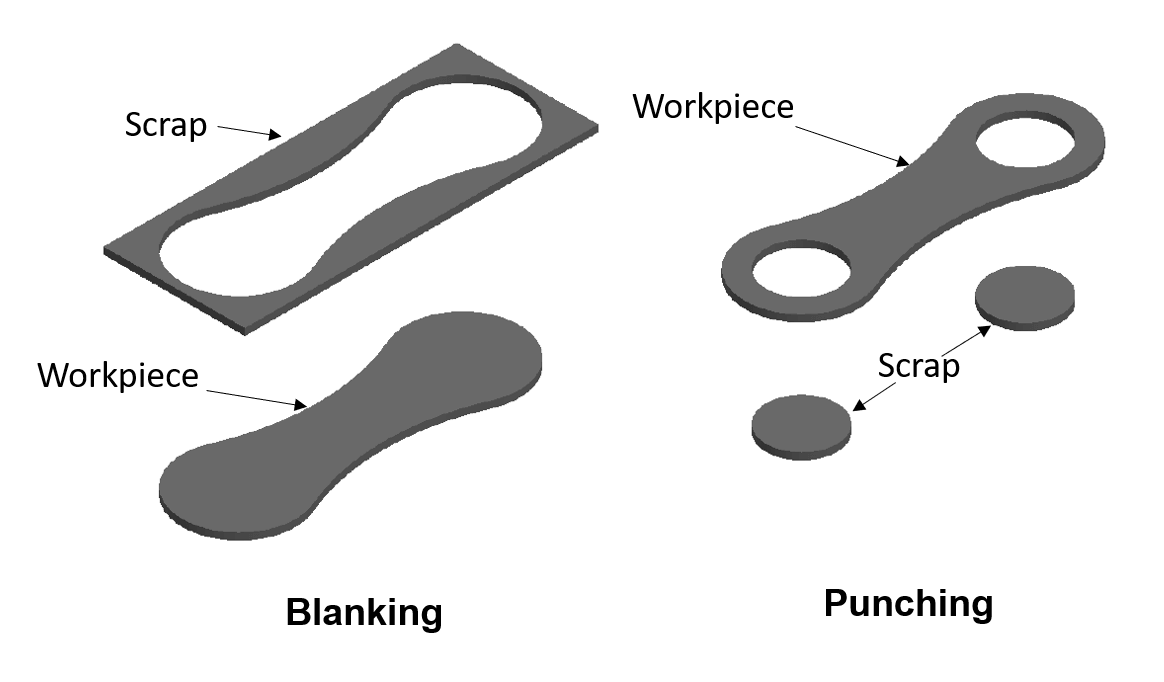
Corte: se utiliza un troquel y un punzón para cortar metal, normalmente en forma de hoja o rollo, para producir formas planas. La geometría y el tamaño de la pieza final dependen del troquel y el punzón utilizados. El corte es un método relativamente sencillo, rápido y rentable para producir grandes volúmenes de piezas. El desperdicio de material se puede minimizar con el anidamiento estratégico de piezas y / o el metal sobrante se puede reutilizar para otras aplicaciones. El proceso se utiliza mejor para piezas que son simples en geometría. Si se requiere conformación adicional, se puede lograr en operaciones de conformado posteriores.
Punzonado: el punzonado es similar al proceso de corte, sin embargo, en lugar de dejar el exterior de la pieza, el punzonado elimina el material del interior, como agujeros, mediante fuerzas de cizallamiento. El metal extraído normalmente se desecha. Se puede configurar una prensa de conformado de metal para lograr tanto el corte como el punzonado simultáneamente.
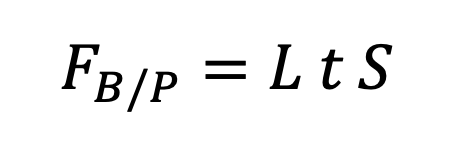
Tanto para el corte como para el punzonado, la fuerza requerida se puede calcular como
w aquí;
L = Circunferencia de la geometría
t = espesor del material
S = Resistencia al cizallamiento del material
Se deben seguir las pautas generales de diseño para garantizar una perforación exitosa, tales como; siguiendo la distancia mínima a los bordes, el radio de las esquinas para ciertas formas y los tamaños mínimos de los orificios para el espesor del material. Asegurarse de que la prensa esté configurada con la fuerza de perforación adecuada, mantener el buen estado de las herramientas, disponer o anidar las piezas de manera eficiente y permitir las tolerancias adecuadas son otros factores que pueden afectar el éxito de la producción general de las piezas formadas.
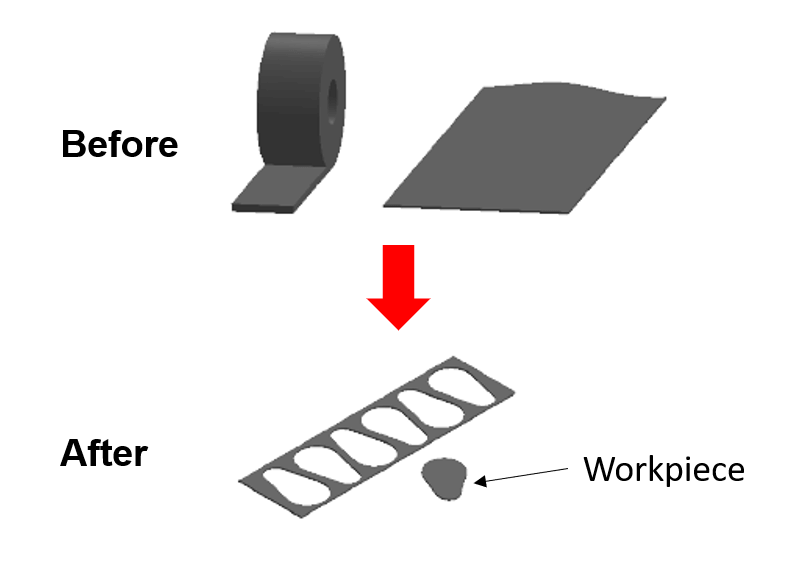
Higo. 5: Pieza de trabajo formada a partir de material en rollo o en hoja con proceso de corte
Higo. 6: Corte de conformado de metal versus punzonado
Doblado: El doblado, un método ampliamente utilizado para formar láminas de metal, le da a la pieza una forma angular al deformarla con un punzón. El metal doblado sufrirá una combinación de fuerzas de compresión y tracción, más allá del límite elástico del material, lo que dará como resultado la pieza terminada.
Los métodos habituales de doblado, incluido el doblado con aire y el tope, se suelen realizar en una máquina de prensado de frenos. El doblado por aire permite doblar la chapa en un ángulo específico al establecer la carrera del punzón. Los materiales de diferentes tipos y espesores se pueden doblar en diferentes ángulos sin necesidad de cambiar el punzón o la matriz. El fondo es un proceso similar, ya que también utiliza un punzón y un troquel; sin embargo, el punzón presionará el material contra los contornos del troquel para definir el ángulo de curvatura.
Las fuerzas de conformado, la precisión, el retroceso elástico, el radio de curvatura adecuado para evitar el riesgo de agrietamiento del material, la ductilidad del metal y el grosor del material son algunos de los factores que intervienen en el diseño de las piezas dobladas y la configuración de la prensa.
Higo. 7: Aire doblando versos tocando fondo
Acuñación: La acuñación es un tipo de estampado de chapa metálica de alto rendimiento que normalmente utiliza 30 veces más presión para formar la pieza terminada en comparación con otros métodos. El término proviene de la producción de monedas, donde es necesaria la producción en masa de partes precisas, detalladas y repetibles. La mayor presión utilizada en el acuñado permite que el punzón penetre en el metal más allá del eje de curvatura neutral y permite pequeños radios de curvatura en las piezas.
Higo. 8: Prensa de acuñación Macrodyne de 500 toneladas
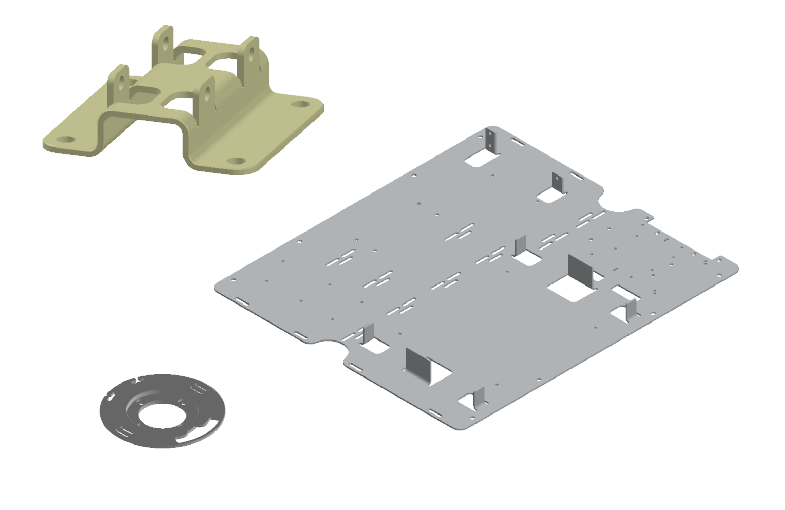
Estampado: el estampado convierte la chapa plana en una forma específica y puede incluir una serie de otros procesos, como corte, doblado, punzonado y cizallamiento en un solo proceso. También se pueden incorporar características como rejillas de ventilación y muescas en el estampado. Las piezas que requieren alta calidad, durabilidad, bajo costo y que son adecuadas para una producción rápida de gran volumen suelen estar estampadas en metal. El estampado se puede realizar con material de chapa en frío, templado o caliente dependiendo de la ductilidad o fragilidad del material de chapa a temperatura ambiente.
Higo. 9: Varias piezas estampadas en metal
Capacidades avanzadas con prensas formadoras
Hidroformado: El hidroformado es un proceso rentable de fabricación de metales que puede formar geometrías complejas en piezas de base tubular y embutidos profundos extendidos en piezas de chapa metálica. Las piezas hidroformadas permiten la consolidación de piezas, el número reducido de subcomponentes reduce los costes de montaje y aumenta la resistencia y rigidez del montaje final. Las tolerancias diferirán según la aplicación elegida y el tamaño del componente, pero en general el hidroformado es capaz de tolerar más estrictamente que el estampado tradicional.
Higo. 10: Ejemplos de piezas hidroformadas
Higo. 11: Prensa macrodina de embutición profunda de 1600 toneladas
Prensas de embutición profunda: el proceso de embutición profunda se puede utilizar para fabricar una amplia variedad de componentes, como componentes de carrocería, tanques y latas, utensilios de cocina y paneles de electrodomésticos. Una prensa de embutición profunda proporciona un control óptimo de las fuerzas de prensado y el flujo de material durante el conformado, lo que resulta en piezas acabadas de alta calidad con menos defectos en comparación con otras técnicas de conformado. La embutición profunda reduce el desperdicio y minimiza los costos de producción, ya que el proceso da como resultado la fabricación de una forma de red utilizando un mínimo de material. Los costos de ensamblaje también se pueden reducir rediseñando múltiples componentes en una sola pieza embutida.
Prensas de forja: Las prensas de forja pueden proporcionar un rendimiento preciso a alta velocidad, ofreciendo el control de prensa óptimo necesario para producir una amplia gama de productos forjados con matriz abierta o cerrada para aplicaciones industriales pesadas, automotrices y aeroespaciales, como bridas, cojinetes, ejes y engranajes. Una prensa hidráulica puede diseñarse específicamente para el proceso de forjado en caliente con los sistemas de control hidráulico y eléctrico adecuados.
Elección de una prensa de conformado de metales
Los procesos discutidos hasta ahora componen un pequeño conjunto de tipos de conformado de metales que se pueden lograr con prensas hidráulicas. La naturaleza dinámica de una prensa hidráulica para conformado de metales permite aún más capacidades. Entonces, ¿cómo elegir el correcto? Una gran cantidad de factores intervienen a la hora de decidir cuál es la prensa adecuada. Los requisitos técnicos dependen en gran medida del producto específico que se va a producir y del pronóstico de producción. Los requisitos adicionales involucran la propia línea de prensas, integrándose en la producción e infraestructura existentes, el control de procesos y la disponibilidad de mantenimiento, servicio y repuestos para la prensa. Estos factores pueden tener un impacto significativo en el costo de propiedad de una prensa de conformado de metales.
Factores de éxito
Un examen exhaustivo de todos los parámetros que afectan a las diferentes prensas de conformado de metales está fuera del alcance de este documento. En su lugar, veremos algunas consideraciones importantes a la hora de seleccionar una prensa.
Estilo de marco de prensa
Se pueden diseñar y fabricar bastidores personalizados para prensas hidráulicas para adaptarse a una amplia gama de aplicaciones. Los estilos de marco estándar están disponibles y pueden ser el inicio más rápido y rentable, pero son posibles las soluciones óptimas que coinciden con los requisitos exactos de las piezas que se van a producir, el espacio disponible, el tamaño de cama requerido y la función de la prensa. Los bastidores de las prensas hidráulicas suelen estar hechos de acero estructural y están destinados a durar décadas para garantizar que duren a través de múltiples ciclos de producción y uso repetido. Algunos estilos de marcos comunes incluyen; carcasas pretensadas, marcos de estilo monolítico, estilos de marcos múltiples, marcos de prensa de estilo de 4 columnas y marcos de hueco de bajo costo.
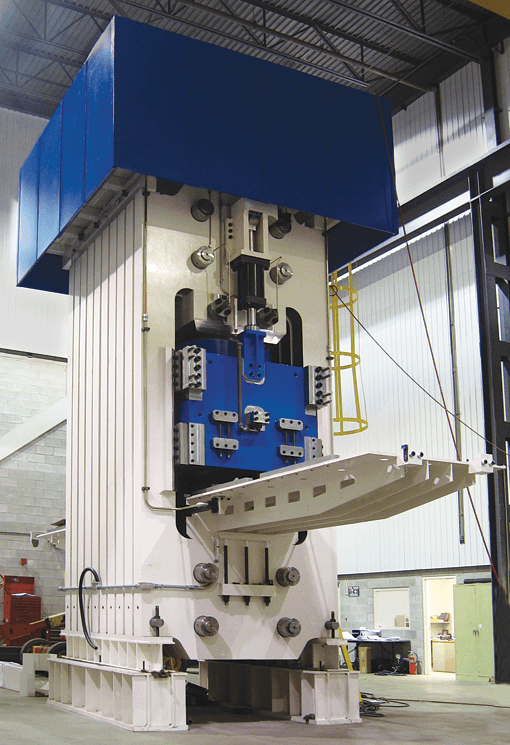
Higo. 12: Prensa hidráulica de tonelaje ultra alto
Higo. 13: Sistema hidráulico para prensa de conformado de metales
Sistemas hidraulicos
Las prensas de conformado de metales equipadas con un sistema hidráulico deben diseñarse para garantizar la máxima accesibilidad y facilidad de mantenimiento. Estos sistemas ofrecen flexibilidad en las ubicaciones de montaje y se pueden configurar para cumplir con los requisitos específicos del usuario. El uso de tecnología avanzada, con piezas probadas y confiables, brinda a los usuarios un excelente rendimiento del sistema y altos niveles de funcionalidad.
Tamaño de la cama
La plataforma de una prensa debe poder acomodar la huella del conjunto de herramientas más grande esperado. Para formas en blanco rectangulares o complejas, la orientación de la pieza dentro del lecho determinará las dimensiones generales del lecho. Se puede calcular una estimación aproximada del tamaño de la cama en función del tamaño máximo del espacio en blanco que se requiere.
Tonelaje y Velocidades
Para operaciones específicas de conformado de metales, se deben gestionar los tonelajes y velocidades para minimizar los defectos y producir piezas de alta calidad. Las prensas hidráulicas totalmente programables ofrecen un control repetible del tonelaje de conformado y pueden optimizar los tiempos de ciclo. La prensa debe poder proporcionar el tonelaje requerido para formar el metal, pero debe evitarse un tonelaje excesivo. El tonelaje que se aplica más allá de lo requerido puede causar un consumo de energía excesivo y desgaste de las herramientas.
Trazo y luz del día
Debe haber suficiente luz natural entre el punzón completamente retraído y la cara del troquel para permitir la extracción de la pieza terminada de la prensa. En la práctica, esto se traduce en luz del día que es aproximadamente el triple de la carrera de prensa. Si se utilizará una prensa para producir más de una pieza, la carrera y la luz del día deben adaptarse a las herramientas más grandes esperadas. Es posible que se requieran espacios libres adicionales para acomodar el acceso al alimentador y las herramientas de cambio rápido.
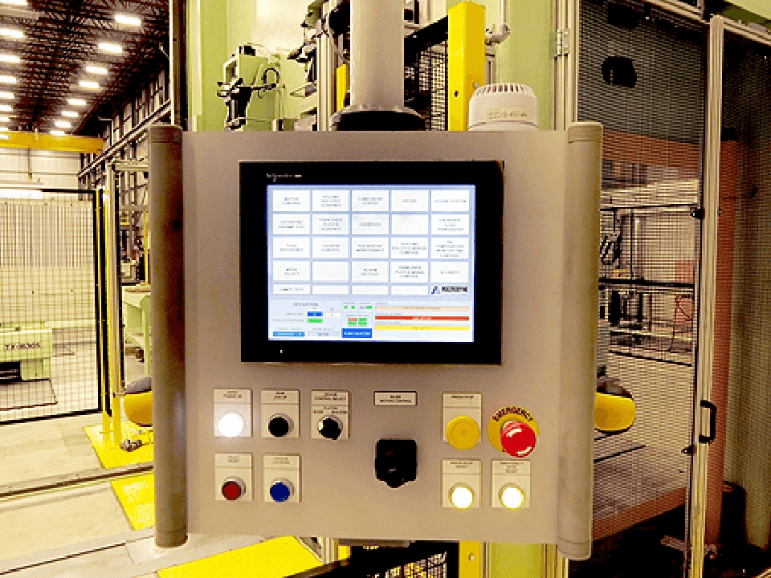
Sistemas de control eléctrico
El sistema de control de la prensa funcionará en conjunto con el sistema hidráulico para optimizar el rendimiento. Todas las funciones necesarias para el funcionamiento de la prensa y los equipos auxiliares se pueden proporcionar en una interfaz de color, basada en gráficos o en un paquete de control manual diseñado ergonómicamente. La configuración del tipo de menú totalmente personalizable garantiza un funcionamiento sencillo, flexible y fácil de usar sin necesidad de conocimientos técnicos especiales. Los sistemas de control pueden variar desde un paquete manual básico hasta un sistema informático de alto nivel con integración de subsistemas para paquetes de equipos auxiliares, monitoreo de producción en planta y sistemas de adquisición de datos.
Higo. 14: Sistema de control eléctrico para una prensa hidráulica
La mejor solución de prensa de conformado de metales será aquella que garantice que se cumplan las expectativas de producción y confirme la entrega a tiempo y dentro del presupuesto.