Une introduction
Le moulage par compression est un processus de fabrication de polymères courant pour les thermodurcissables, les thermoplastiques, ainsi que les élastomères et les caoutchoucs naturels. Elle produit des pièces de grand volume, dimensionnellement précises, de haute résistance et résistantes à la température avec une bonne qualité de surface. Les pièces peuvent être produites dans une gamme de longueurs, d’épaisseurs et de complexités à un meilleur coût par pièce par rapport aux autres processus de fabrication.
Les thermodurcissables et les thermoplastiques sont disponibles dans une large gamme d’options de matériaux qui diffèrent en termes de prix et de performances. En tant que tels, moulés par compression Exemples de résines et de fibres utilisées dans le processus de moulage par compression:
Résines thermodurcissables: SMC, BMC, TMC, époxy, phénolique, mélamine et urée.
Résines thermoplastiques: polypropylène, nylon, UHMWPE, HDPE et matériaux haute température tels que PEEK, PEKK et PAEK.
Types de fibres: fibre de verre, aramide, fibre de carbone à module standard, ainsi que d’autres qualités de fibre de carbone.


La performance des matériaux est directement liée à la façon dont ils sont combinés et au rapport fibre / résine utilisé, ce qui se traduit par des résistances à la traction différentes. Par exemple, la différence entre les thermodurcissables comme les composés de moulage en feuille (SMC) et les composés de moulage en vrac (BMC) est la façon dont la fibre est hachée et mélangée à la résine et le rapport de chaque matériau utilisé.
La composition du matériau est d’une importance primordiale lors de l’établissement des paramètres de processus pour le moulage par compression. La sélection du matériau, en plus de la forme et de l’épaisseur de la pièce, dictera la température de préchauffage requise, la température de moulage, la pression de moulage, le temps de maintien de la pression, la vitesse de refroidissement, la pression d’échappement, les temps d’échappement et la force du support de flan.
Les thermodurcissables et les thermoplastiques diffèrent en termes de température de transition vitreuse (Tg) ou de température à laquelle les polymères transmutent de manière réversible entre les états brillant et caoutchouteux. La Tg des élastomères est inférieure à la température ambiante, tandis que les thermodurcissables et les thermoplastiques ont une température de transition vitreuse supérieure à la température ambiante.
En plus des paramètres de traitement tels que la température et la pression, la composition du matériau aura un impact sur l’écoulement du matériau. L’effet d’imprégnation des fibres de renfort jouera un rôle dans les performances mécaniques et la qualité de la pièce en cours de fabrication. Les matériaux contenant plus de verre nécessiteront une pression plus élevée. Plus la géométrie est plate et simple, moins de temps et de pression seront nécessaires pour mouler le composant.
Par exemple, utiliser une teneur en verre de 17 à 20 pour cent par rapport à une teneur en verre de 40 à 50 pour cent nécessitera moins de pression pour encourager le flux de matière. Les matériaux à haute teneur en verre peuvent être compensés en incorporant une charge avec une plus grande couverture, ce qui se traduit par un processus plus proche de l’estampage.
Les ingénieurs peuvent déterminer les paramètres du processus, y compris la quantité appropriée de matériau nécessaire pour produire la pièce souhaitée, le minimum de temps et d’énergie requis pour chauffer le matériau, la technique de chauffage appropriée et la quantité de force requise pour optimiser le processus et le rendement, bien qu’il existe certaines lignes directrices qui peuvent être suivies.

En règle générale, pour calculer le tonnage requis:
W » x L » x PSI x 0,0005 = Tonnes
Largeur (en pouces) X Longueur (en pouces) X 2000 livres par pouce carré X 0,0005 = Tonnage requis
Le moulage par compression nécessite un moule, qui sera usiné en acier ou en aluminium et sera conçu pour répondre aux exigences dimensionnelles et de tonnage. Comme nous l’avons expliqué dans l’introduction, une règle générale pour calculer le tonnage requis est d’utiliser la formule suivante : Largeur (en pouces) X Longueur (en pouces) X 2000 livres par pouce carré X 0,0005 = Tonnage requis
Comme les propriétés des matériaux sont d’une grande importance dans le processus de moulage par compression et l’établissement des paramètres de processus, le processus pour les thermodurcissables et les thermoplastiques est similaire mais diffère également de manière importante.
Le processus de moulage par compression des thermodurcissables:
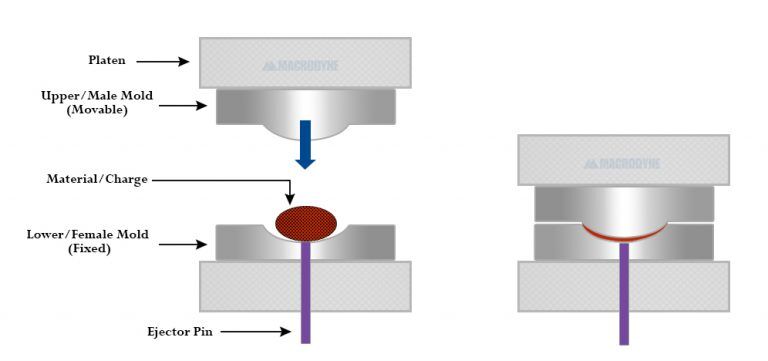
- Le moule, ou outillage métallique, composé d’une cavité et d’un noyau, est installé dans la presse et peut comporter un chauffage intégré pour contrôler les températures tout au long du processus. La température peut également être contrôlée à partir des plateaux de la presse hydraulique.
- Une fois l’outil installé et chauffé, une résine renforcée de fibres, ou la charge, est placée dans l’outil. La taille, le poids et l’orientation de la charge de polymère auront des implications sur les performances de la pièce une fois terminée. Dans certains cas, la charge est préformée ou préchauffée.
- Une fois que le matériau est dans la cavité chauffée du moule, la presse se ferme à une vitesse et une pression programmées. Lorsque les deux moitiés de moule se rejoignent, elles forcent le matériau à travers la totalité de la cavité du moule pour produire une pièce. L’outil restera fermé, sous pression, pendant une durée prédéterminée en fonction des exigences du procédé du matériau, provoquant une réticulation chimique irréversible qui aboutit à une pièce durcie.
- Une fois la pièce durcie, la pression est relâchée et la pièce est retirée de l’outil. Il peut y avoir une petite quantité de flash de résine qui devra être enlevée.
- Les thermodurcissables nécessitent des contrôles de température plus stricts pour éviter les défauts et le gauchissement. Des temps de cycle rapides empêchent le matériau des risques associés au pré-durcissement s’il reste trop longtemps dans le moule chauffé.
Paramètres de processus – thermodurcissables:
Tonnage de la pince
1000 – 2500 psi sur la surface moulée de la pièce
Vitesse de fermeture de la pince
500 – 1200 pouces par minute
Vitesse de pressage
0 – 35 pouces par minute
Température
290 à 400°F
Le procédé de moulage par compression des thermoplastiques:
Pour les thermoplastiques, le processus est relativement le même. La différence majeure est que, dans le cas des thermoplastiques, des moules refroidisseurs à température contrôlée sont utilisés pour favoriser le durcissement du matériau. Une fois durci, il peut être retiré du moule. Le processus varie également en fonction du matériau sélectionné
Paramètres de processus – thermoplastiques:
Vitesse de fermeture de la pince: La vitesse de fermeture de la pince peut atteindre 1 900 pouces par minute. Les vitesses sont supérieures à celles requises pour les thermodurcissables car la presse doit descendre sur le matériau à une vitesse qui empêchera le pré-refroidissement ou le précurcissement. Le préchauffage et la pré-mesure réduisent l’excès de flash, mais aident également à empêcher le préchauffage.
Tonnage de la pince: Assurer un tonnage de serrage adéquat améliorera la production en réduisant les défauts de pièces et les pannes prématurées de la machine, ce qui économisera de l’argent dans le processus. Si votre processus nécessite 200 tonnes de force de serrage, une machine de 400 tonnes est excessive. Il est important d’identifier une machine capable pour vos matériaux et processus et un fabricant de presse qui possède l’expertise en ingénierie pour concevoir une presse conçue pour fonctionner.
Vitesses de pressage: Les thermoplastiques nécessitent une plus grande plage de vitesses de pressage. Le cycle peut durer de quelques minutes à une heure, selon le matériau sélectionné, la taille de la charge et le temps nécessaire pour le refroidissement et le durcissement. Les cycles de pressage rapides, avec des vitesses de pressage supérieures à 190 pouces par minute, favorisent un rendement de production optimal et empêchent toute accumulation de contraintes résiduelles dans les pièces, ce qui peut entraîner un gauchissement, de la fatigue et des fissures.
Température: Les outils sont chauffés entre 95 et 180 ° F lors du moulage par compression des thermoplastiques. Les matériaux sortiront de la presse à des températures comprises entre 450 et 550 ° F. Contrairement aux pièces thermodurcissables, les pièces thermoplastiques ne réticulent pas, elles peuvent donc être refondues et réutilisées sans changer la composition chimique du matériau. Ils sont traités à l’état fondu et le processus de refroidissement établit la structure et la forme internes
Caractéristiques de la presse
Les presses de moulage par compression peuvent présenter des améliorations et des contrôles de processus tels que le guidage réglable compensé en température, la manipulation des pièces, l’automatisation de l’alimentation et de la matrice, les ensembles de noyau et d’éjecteur, les dispositifs de verrouillage de plateau, les ensembles de chauffage de moule et de plateau, les entraînements hydrauliques directs ou à accumulateur, le plateau intelligent, le parallélisme et emballages sous vide.
Les systèmes de nivellement intelligents, ainsi que le parallélisme, sont particulièrement importants pour les processus qui incluent le revêtement dans le moule ou les situations avec chargement décentré. Les cylindres de nivellement à commande servo-proportionnelle, les broches de nivellement motorisées et les ensembles de commande électroniques associés peuvent être intégrés dans les presses pour assurer le parallélisme du plateau et, en fin de compte, des performances et un rendement maximisés. Les emballages sous vide réduisent la teneur en vides si un problème de gaz dans le matériau survient, provoquant des vides dans la pièce moulée.
De même, un contrôle précis du plateau est impératif pour un succès reproductible dans la production de pièces. Des cycles de pressage lisses et des vitesses de pressage réglables contrôlent le débit de matière dans la cavité et empêchent tout grain dans le produit final.
Thermodurcissables dans le processus de moulage par compression
Les composites thermodurcissables sont le type de matériau le plus couramment utilisé dans le processus de moulage par compression. Les thermodurcissables comprennent la bakélite, le polyester, le polyuréthane, l’urée-formaldéhyde, ainsi que les résines de mélamine, d’époxy et d’alkyde.
Les matériaux thermodurcis sont sélectionnés en fonction de leurs propriétés, de l’application et des coûts associés. Par exemple, la résine vinylester utilisée pour ses applications résistantes à la corrosion, tandis que la résine époxy satisfait les exigences de conception des applications à haute résistance et la résine polyester est généralement sélectionnée pour des facteurs de coût et de performance.
L’utilisation de thermodurcissables dans le moulage par compression permet aux fabricants d’obtenir des géométries et des pièces complexes qui imitent les propriétés du métal avec plusieurs avantages supplémentaires. Le rapport résistance/poids qu’il offre est idéal pour des applications telles que les pièces automobiles, car ils produisent des composants plus légers et durables qui n’ajouteront pas de manière significative au poids et aux performances du véhicule.

Alors que la résistance et l’intégrité structurelle sont certainement des avantages compétitifs des thermodurcissables, ses inconvénients comprennent une élasticité et un allongement médiocres. Sa faible viscosité initiale peut entraîner un flash et la nécessité d’opérations d’usinage secondaires. Il a également tendance à être plus difficile à finir de surface. De même, des niveaux élevés de certaines charges peuvent entraîner une usure excessive des outils.
Une fois moulée, la structure résultante du matériau est hautement réticulée, composée de molécules fortement ramifiées, des liaisons chimiques qui favorisent des propriétés mécaniques et physiques élevées. En conséquence, il ne peut pas être recyclé comme ses homologues thermoplastiques. Les thermodurcissables sont sélectionnés là où la résistance et la qualité de la pièce dépendent du degré de réticulation qui a lieu.
Les polymères thermodurcissables subissent trois étapes distinctes:
Première étape: Au cours de la première étape, également connue sous le nom de résol, la résine est toujours fusible et soluble.
Deuxième étape: Dans la deuxième étape, les thermodurcissables sont presque insolubles mais sont thermoplastiques. Ils ne resteront dans cet état fondu que pendant une courte période de temps car les températures favorisant l’écoulement du matériau provoqueront une réticulation.
Troisième étape: La dernière étape de polymérisation est celle où la réaction de réticulation a lieu, sous l’impact contrôlé de la chaleur et de la pression.
Thermodurcissable est généralement sélectionné en raison de ses propriétés matérielles. Il n’est pas sujet au gonflement et il est insoluble en présence de la plupart des solvants organiques. Il offre également une résistance élevée au fluage, une faible conductivité thermique, une transparence aux micro-ondes et une rigidité diélectrique exceptionnelle, ainsi que l’option de tolérances moulées, de couleurs et de variétés de finition de surface.
Comme les composés utilisés dans le matériau sont des systèmes réactifs, ils peuvent avoir un impact sur la durée de conservation du matériau et peuvent entraîner des variations dans les processus par lots en termes de cohérence sur une base lot à lot. Les thermodurcissables nécessiteront un stockage à température contrôlée, une considération supplémentaire dans le processus de sélection des matériaux
D’autres paramètres de processus qui auront des implications sur les propriétés mécaniques et les performances des thermodurcissables dans le processus de moulage par compression sont la température de compression, la pression pendant la compression, le temps de maintien de la pression, la vitesse de refroidissement et la température d’ouverture du moule, ainsi que les températures de préchauffage, les températures d’échappement. et les pressions.
Lorsque le processus et la sélection des matériaux dans le moulage par compression des thermodurcissables sont idéaux, cela favorise la conception fonctionnelle, la fabrication simple, le traitement rapide et les performances à coût élevé à un bon prix.
Thermodurcissables couramment utilisés
Les résines époxy, phénoliques et polyesters insaturés, le polyester insaturé, l’ester vinylique, le polyuréthane et les adhésifs anaérobies sont tous des exemples de thermodurcissables couramment utilisés dans le processus de moulage par compression.
Ci-dessous, les deux photos mettent en évidence la différence entre le matériau époxy préformé et le matériau phénolique:


Composé de moulage de feuille (SMC)
Le composé à mouler en feuille (SMC) est un matériau thermodurcissable renforcé de fibres (une combinaison de résine polymère, de charges inertes, de fibres, de catalyseurs, de pigments, de stabilisants, d’agents de démoulage et d’épaississants) souvent utilisé pour des pièces plus grandes qui nécessitent une plus grande résistance mécanique. Le renforcement du verre est compris entre 10 et 60 pour cent et la longueur des fibres est légèrement plus longue que celles du composé de moulage en vrac (BMC), entre ½ pouce et 1 pouce.
Le processus de fabrication des SMC est un processus continu en ligne où le matériau est gainé à la fois en haut et en bas d’un film plastique en polyéthylène ou en nylon pour empêcher l’auto-adhérence. La pâte est étalée uniformément sur le film inférieur, les fibres coupées sont ajoutées sur la pâte de manière aléatoire et le film supérieur est introduit dans le processus, enroulé en une épaisseur prédéterminée et laissé mûrir pendant 48 heures.
SMC satisfait les applications qui produisent des pièces critiques d’aspect qui ont une finition de classe A, mais il est également idéal pour les applications de peinture et de structure qui nécessitent résistance et rigidité, mais pas une apparence esthétique critique.
Composé de moulage en vrac (BMC)
Le composé de moulage en vrac (BMC) est une résine plastique thermodurcissable similaire au SMC, mais la manière dont les fibres et la résine sont combinées diffère. Il s’agit toujours d’un mélange de charges inertes, de renforcement de fibres, de catalyseurs, de stabilisants et de pigments, mais ils forment un mastic visqueux. Le matériau est hautement renforcé à l’aide de fibres de verre courtes, avec une mesure de renforcement de verre de 10 à 30 pour cent, avec des longueurs comprises entre 1/32 de pouce et ½ pouce.
Les BMC permettront un contrôle dimensionnel étroit, une résistance aux flammes et aux pistes, une isolation électrique, une résistance à la corrosion et aux taches, en plus de propriétés mécaniques accrues, d’une capacité de rétrécissement minimisée et d’une stabilité de couleur qui le rendent idéal pour les applications nécessitant une précision dans les détails, les dimensions et les performances. Il peut également tolérer le revêtement en poudre et la peinture à base d’eau.


Les thermodurcissables, en général, offrent d’excellentes caractéristiques de flamme, de fumée et de toxicité. Un bon exemple est l’ester de cyanate qui possède des attributs de gazage extrêmement faibles. Ils promettent également une faible densité, une résistance à la corrosion et des caractéristiques diélectriques. Ils sont rentables et offrent une flexibilité de conception à laquelle de nombreux projets aspirent.
Matériaux composites
Les composites, tels que les plastiques stratifiés, sont également des thermodurcissables qui sont utilisés dans le processus de moulage par compression. Les plastiques stratifiés sont une forme spéciale de composite à matrice polymère qui est composé de couches de matériaux renforcés de fibres qui sont imprégnées de résines thermodurcissables (généralement phénoliques), liées entre elles à l’aide de chaleur et de pression. Une fois que le matériau est imprégné et séché, il est coupé en feuilles, empilé et pressé à haute pression et à des températures spécifiées (270 ° à 350 ° F). Il en résulte un composite stratifié qui peut aller des matériaux durs aux qualités plastifiées plus tendres, en fonction de l’application.
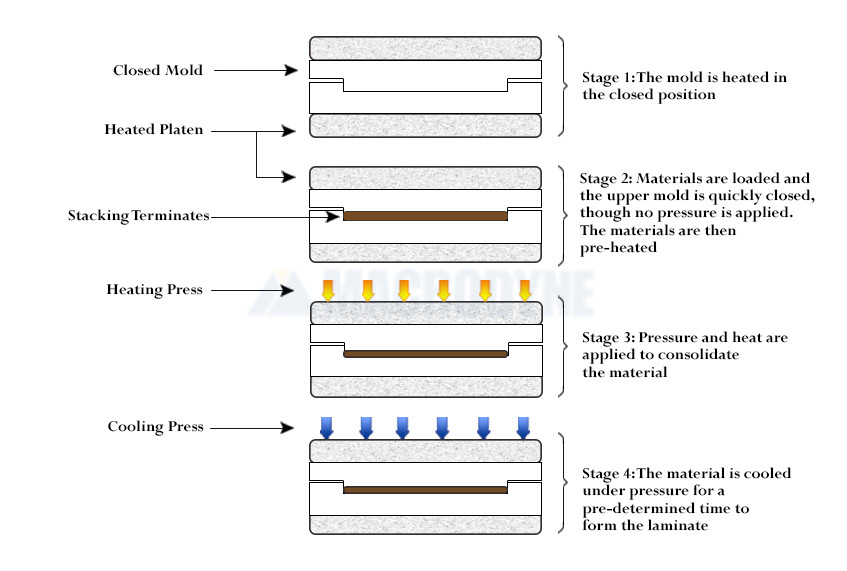
Les thermodurcissables laminés offrent une résistance mécanique élevée, une stabilité dimensionnelle, une rigidité, un rapport résistance / poids élevé, ainsi qu’une bonne résistance électrique, à l’humidité et à la température. Pendant le processus de production de ces matériaux multicouches, il est important que les fibres soient complètement mouillées avec de la résine, l’excès de résine étant éliminé.
Le stratifié doit être consolidé à l’épaisseur et tout l’air emprisonné, l’humidité et le solvant doivent être évacués pour éviter la porosité du matériau. Le temps de durcissement est impératif pour s’assurer que le matériau n’est ni trop ni sous-durci.
Les applications de ces matériaux composites stratifiés comprennent les panneaux de tableau de distribution et les borniers, l’isolation des démarreurs / générateurs / téléviseurs, les joints, les rondelles, les engrenages ou tout autre produit présentant des vitesses d’alimentation et de coupe élevées.
Les stratifiés durcis, également appelés stratifiés haute pression, sont produits dans plus de 70 grades standard conformément aux spécifications de la National Electrical Manufacturers Association (NEMA). Les mêmes matériaux de base peuvent être trouvés dans les stratifiés moulés et les pièces moulées-macérées où les coûts de moulage sont justifiés par les quantités de production et où l’usinage à partir de stratifiés plats n’est pas rentable.
Thermoplastiques dans le processus de moulage par compression
Tout comme son homologue thermodurci, les thermoplastiques offrent une excellente alternative aux pièces métalliques où la corrosion est un problème. Il peut résister à des environnements difficiles, voire toxiques, et offre une finition beaucoup plus grande pour les coûts associés par rapport aux matériaux alternatifs.
Il existe deux catégories de polymères thermoplastiques: amorphes et semi-cristallins. Les thermoplastiques amorphes ne forment aucune structure cristalline. Au-dessus de la température de transition vitreuse (Tg), les modules polymères sont solides et il existe suffisamment d’énergie pour favoriser le mouvement des molécules les unes par rapport aux autres, permettant le moulage à ces températures.
Le poly-éther-imide (PEI) est un exemple de polymère thermoplastique amorphe. Sa Tg est de 423 ° F et sa température de processus varie entre 575 ° et 625 ° F. Les nylons peuvent être amorphes ou semi-cristallins. Contrairement aux polymères semi-cristallins, les polymères thermoplastiques amorphes peuvent être moulés à des températures plus proches de leur Tg.
Les polymères semi-cristallins ont des zones où le polymère s’emballe étroitement et forme un réseau cristallin, ainsi que des zones où il est amorphe. Le degré de cristallinité dans une pièce spécifique dépendra du type de polymère et de la vitesse de refroidissement. Le poly-éther-éther-cétone (PEEK), le poly-éther-cétone-cétone (PEKK) et le poly-phénylène-sulfure (PPS) sont tous des polymères thermoplastiques semi-cristallins.
PEEK: Tg – 290 ° F, plage de température de procédé – 715 ° F à 740 ° F.
PEKK: Tg – 312 ° F, température de processus – 645 ° F à 690 ° F.
PPS: Tg – 192 ° F, température de processus – 550 ° F à 620 ° F.
En plus de leur classification catégorielle, les thermoplastiques existent sous trois formes de matériaux. Les premiers sont les préimprégnés de tissu qui utilisent un matériau tissé commun en fibre de carbone ou de verre avec une résine thermoplastique incorporée dans le tissu.
Ils sont également appelés semi-pregs car la résine est principalement en surface jusqu’à ce que des températures élevées soient introduites pour lancer le processus d’imprégnation. Ces matériaux conformables sont principalement utilisés sur de grandes structures continues.
La deuxième forme de matériau fait référence aux stratifiés thermoplastiques renforcés (RTL), stratifiés orientés multicouches qui varient en termes de matériaux utilisés et du nombre de couches qu’ils forment, ainsi que de largeur et de longueur et sont classés comme tels, sur la base de qualité, classe, résine et orientation.
Les RTL ont subi le processus de thermoformage haute pression et haute température pour obtenir une imprégnation optimale du faisceau de fibres de la résine thermoplastique. Étant donné la capacité des RTL à être rapidement chauffés et traités, ils sont utilisés dans les processus de thermoformage à cycle court.
La troisième forme de matériau dans laquelle les thermoplastiques existent est un ruban unitaire thermoplastique qui varie en largeur, y compris une qualité de composé de moulage haché, ou un ruban à fente d’un huitième de pouce. L’avantage de cette forme est l’efficacité lors de l’utilisation d’équipements automatisés de pose de ruban et de placement de fibres et la grande variété de solutions d’automatisation existantes.
Par rapport aux thermodurcissables, les thermoplastiques ont un coût initial plus élevé en matière première que les thermodurcissables et des coûts d’outillage accrus en raison des températures de traitement plus élevées requises. Contrairement aux thermodurcissables, qui nécessitent un stockage au froid et un transport à froid, il n’y a pas de réaction chimique dans les thermoplastiques, ils peuvent donc être stockés à température ambiante sans dégradation de ses propriétés.
Les autres avantages des thermoplastiques comprennent une résistance élevée, une résistance au rétrécissement et une flexibilité. Les thermoplastiques sont applicables pour une utilisation dans des applications à faibles contraintes ou des pièces mécaniques à fortes contraintes. Le rapport poids / performance des thermoplastiques, ainsi que sa polyvalence et sa recyclabilité en font le produit idéal pour les applications de précision à grand volume. Contrairement aux thermodurcissables, son processus de durcissement est réversible, car aucune liaison chimique n’a lieu. Lorsqu’il est recyclé et remodelé, ses propriétés physiques ne sont pas compromises.
Le principal inconvénient de l’utilisation de thermoplastiques au lieu de matériaux tels que le métal est leur point de fusion relativement bas. Certains types de thermoplastiques de mauvaise qualité peuvent fondre lorsqu’ils sont exposés au soleil pendant de longues périodes. Certains thermoplastiques peuvent également avoir une faible résistance aux solvants organiques et aux hydrocarbures.
Un autre inconvénient des thermoplastiques est qu’ils sont sensibles au fluage, qui se produit lorsque le matériau s’étire et s’affaiblit sous une exposition à des charges de stress à long terme. La susceptibilité au fluage est encore exacerbée par la température de fusion plus basse du matériau. D’autres types de thermoplastiques, tels que les composites, peuvent se fracturer au lieu de se déformer dans des conditions de fortes contraintes.
Thermoplastiques couramment utilisés
Les thermoplastiques couramment utilisés comprennent le polyéthylène (PE), le polychlorure de vinyle (PVC) et le polystyrène (PS), ainsi que les acryliques, les fluoropolymères, les polyesters, les polyimides et les nylons. Ils sont utilisés dans un certain nombre d’applications, des contenants en plastique aux bouteilles, en passant par les sacs en plastique, les cordes, les ceintures, les composants pour les applications aérospatiales, les dispositifs médicaux et bien d’autres.
Le PEEK est un polymère thermoplastique organique semi-cristallin de haute performance utilisé dans de nombreuses applications techniques. Il est incolore et organique et fait partie de la famille des polyaryléthercétones (PAEK). En tant que biomatériau avancé, le PEEK présente d’excellentes propriétés mécaniques et thermiques, une résistance au fluage à des températures élevées, une faible inflammabilité et des propriétés de résistance.
Les propriétés de résistance mécanique et chimique du PEEK sont conservées à des températures élevées et dans des environnements organiques et aqueux, ce qui le rend idéal pour des applications telles que les roulements, les pièces de piston, les pompes, les vannes à plaques de compresseur, l’isolation des câbles électriques, utilisés dans l’automobile, l’aérospatiale, le traitement chimique et bien d’autres applications. Il est également utilisé dans la production de dispositifs médicaux et d’implants.
Du fait que le PEEK fond à une température relativement élevée, il en résulte des pièces thermostables et isolées électriquement et thermiquement. Comme d’autres matériaux semi-cristallins, il est sujet à des changements dimensionnels et à un retrait lorsqu’il cristallise, bien qu’il puisse être facilement pris en compte dans le processus.
Un autre matériau de la famille PAEK est le PEKK. Également considéré comme un polymère thermoplastique semi-cristallin de haute performance, il offre également une résistance, une résistance à la chaleur et aux produits chimiques et une faible inflammabilité, idéal pour les applications exigeantes. Bien que le PEKK soit similaire au PEEK, le premier remplace l’une des liaisons éther flexibles dans la composition du matériau, ce qui en fait une offre de cétone plus rigide.
Le PEI est un thermoplastique amorphe avec des propriétés, une résistance et une rigidité mécaniques, thermiques et électriques élevées. Lorsqu’il est renforcé avec de la fibre de verre, il offre une plus grande résistance à la traction, une plus grande rigidité et une meilleure stabilité dimensionnelle.
En tant que plastique, il possède des caractéristiques similaires aux polyarylsulfones (PSU, PPSU), bien qu’il présente des avantages similaires. Il offre une résistance au fluage sur une large plage de températures, à l’hydrolyse et une stabilité dimensionnelle à une température de fonctionnement permanente élevée, ainsi qu’une isolation électrique, une résistance aux radiations, aux produits chimiques comme le chlore et autres agents de nettoyage caustiques.
Le polyéthylène haute densité (PEHD) est un autre thermoplastique couramment utilisé. Il est dérivé de l’éthane de gaz naturel qui, lorsqu’il est chauffé à 1500 ° F, ses molécules se décomposent. L’une des molécules séparées est l’éthylène gazeux qui devient une résine dans le processus de polymérisation et produit du polyéthylène. Le polyéthylène est utilisé pour fabriquer différents types de plastiques, notamment le polyéthylène basse densité (LDPE) et le polyéthylène téréphtalate (PET ou PETE).
Les propriétés du PEHD le rendent résistant à de nombreux solvants, aux chocs et aux intempéries, il a un rapport densité / résistance élevé, ce qui signifie qu’il est léger et solide, et il est idéal pour le recyclage et la réutilisation, c’est pourquoi il est souvent le matériau de choix pour les bouteilles ou les sacs, ainsi que les jouets, les pipes, le bois et les feux d’artifice.
Les thermoplastiques directs à fibres longues (DLFT) sont essentiellement des thermoplastiques à fibres longues (LFT) sous forme de mélange direct. C’est un type de matériau composite dans lequel des polymères thermoplastiques sont utilisés, mélangés à des renforts de fibres et d’autres additifs, moulés et durcis sous pression pour produire un matériau solide qui offre une flexibilité géométrique et des temps de cycle plus rapides.
Dans le cas du DLFT, la taille compte. Il est idéal pour les grandes pièces automobiles, car les plus petites pièces doivent peser au moins 2 livres, bien que 4 livres ou plus soient préférables. Il peut être utilisé là où un poids réduit et des performances accrues sont des propriétés de matériau souhaitées. Il peut être utilisé pour produire des surfaces décoratives avec des textures nécessitant une finition minimale.
Alors que DFLT peut être recyclé et réutilisé, sans compromettre ses performances. Les inconvénients comprennent des coûts d’outillage plus élevés, une résistance à la chaleur limitée, une capacité de classe A réelle limitée et une stabilité dimensionnelle plus faible par rapport aux thermodurcissables.
Comme indiqué, il existe d’innombrables combinaisons de résine et de fibres qui se traduisent par une diversité de matériaux et de propriétés de matériaux qui peuvent être utilisées dans le processus de moulage par compression, c’est pourquoi il est important de tirer parti des connaissances et du soutien d’experts qui peuvent vous guider à travers le les décisions relatives aux processus et aux matériaux pour garantir que votre application et vos résultats fonctionnent de manière optimale et produisent les résultats souhaités.
Avantages et inconvénients du moulage par compression
Le moulage par compression produit des pièces composites de complexité variable qui sont comparables à celles fabriquées en métal. Ils offrent la même résistance et les mêmes propriétés mécaniques, mais surpassent les métaux en termes de rapport poids / performance, de propriétés anticorrosion et isolantes électriquement, et nécessitent moins d’usinage post-fabrication pour répondre aux spécifications géométriques.
L’un des plus grands avantages du processus de moulage par compression est la facilité avec laquelle les nervures et autres inserts peuvent être incorporés au moment du formage, ce qui réduit ou élimine complètement le besoin de processus secondaires. Avec un seul processus, il peut remplacer plusieurs pièces assemblées par une pièce moulée par compression complexe.
La capacité d’incorporer des processus secondaires réduit le besoin en main-d’œuvre et en inventaire des pièces et minimise les rebuts de matériaux et les temps d’inspection. Un autre avantage est le faible coût d’outillage et le besoin d’équipement d’équipement moins coûteux, ainsi que le fait qu’il est adaptable à l’automatisation. Tous ces éléments se traduisent par des économies de coûts sans compromettre les performances, la qualité et le rendement.
Les inconvénients du moulage par compression sont que le processus n’est pas idéal pour les pièces très complexes ou les pièces contenant des contre-dépouilles, des tirages latéraux ou de petits trous, car il risque de produire de petites distorsions ou des ruptures en raison du flux et de la pression du processus. Du point de vue du processus, le moulage par compression rivalise avec le moulage par injection dans la plupart des cas, sauf en termes de temps de cycle qui sont plus longs en raison des processus de chauffage et de refroidissement, qui sont essentiels pour les performances et la qualité des pièces lors de l’utilisation de thermodurcissables et de thermoplastiques dans le processus de moulage par compression.
Contactez-nous à propos de vos besoins en presses hydrauliques.

