Una introducción
El moldeo por compresión es un proceso común de fabricación de polímeros para termoestables, termoplásticos, así como elastómeros y cauchos naturales. Produce piezas de gran volumen, dimensionalmente precisas, de alta resistencia y resistentes a la temperatura con buena calidad de superficie. Las piezas se pueden producir en una variedad de longitudes, espesores y complejidades a un mejor costo por pieza en comparación con los procesos de fabricación alternativos.
Los termoestables y termoplásticos vienen en una amplia gama de opciones de materiales que difieren en términos de precio y rendimiento. Como tal, ejemplos de resinas y fibras moldeadas por compresión utilizadas en el proceso de moldeo por compresión:
Resinas termoendurecibles: SMC, BMC, TMC, epoxi, fenólico, melamina y urea.
Resinas termoplásticas: polipropileno, nailon, UHMWPE, HDPE y materiales de alta temperatura como PEEK, PEKK y PAEK.
Tipos de fibra: fibra de vidrio, aramida, fibra de carbono de módulo estándar, así como otros grados de fibra de carbono.


El rendimiento de los materiales se correlaciona directamente con cómo se combinan y la proporción de fibra a resina que se utiliza, lo que da como resultado diferentes resistencias a la tracción. Por ejemplo, la diferencia entre los compuestos termoendurecibles como los compuestos de moldeo en láminas (SMC) y los compuestos de moldeo a granel (BMC) es la forma en que la fibra se corta y se mezcla con la resina y la proporción de cada material utilizado.
La composición del material es de primordial importancia al establecer los parámetros del proceso para el moldeo por compresión. La selección del material, además de la forma y el grosor de la pieza, dictará la temperatura de precalentamiento requerida, la temperatura de moldeo, la presión de moldeo, el tiempo de mantenimiento de la presión, la velocidad de enfriamiento, la presión de escape, los tiempos de escape y la fuerza del soporte de la pieza en bruto.
Los termoestables y termoplásticos difieren en términos de su temperatura de transición vítrea (Tg), o la temperatura a la que los polímeros transmutan reversiblemente entre estados brillantes y gomosos. La Tg de los elastómeros está por debajo de la temperatura ambiente, mientras que los termoestables y los termoplásticos tienen una temperatura de transición vítrea que está por encima de la temperatura ambiente.
Además de los parámetros del proceso como la temperatura y la presión, la composición del material afectará el flujo del material. El efecto de impregnación de las fibras de refuerzo influirá en el rendimiento mecánico y la calidad de la pieza que se fabrica. Los materiales con más contenido de vidrio requerirán una mayor presión. Cuanto más plana y simple sea la geometría, se requerirá menos tiempo y presión para moldear el componente.
Por ejemplo, ejecutar un contenido de vidrio del 17 al 20 por ciento frente a un contenido de vidrio del 40 al 50 por ciento requerirá menos presión para estimular el flujo de material. Los materiales con alto contenido de vidrio se pueden compensar incorporando una carga con mayor cobertura, lo que da como resultado un proceso más cercano al estampado.
Los ingenieros pueden determinar los parámetros del proceso, incluida la cantidad adecuada de material necesario para producir la pieza deseada, la cantidad mínima de tiempo y energía necesarios para calentar el material, la técnica de calentamiento adecuada y la cantidad de fuerza necesaria para optimizar el proceso y la producción. aunque hay algunas pautas que se pueden seguir.

Como regla general para calcular el tonelaje requerido:
A» x L» x PSI x 0,0005 = Toneladas
Anchura (en pulgadas) X Longitud (en pulgadas) X 2000 Libras por Pulgada Cuadrada X 0,0005 = Tonelaje necesario
El moldeo por compresión requiere un molde, que se mecanizará en acero o aluminio y se diseñará para satisfacer los requisitos dimensionales y de tonelaje. Como se explica en la introducción, una regla general para calcular el tonelaje necesario es utilizar la siguiente fórmula: Anchura (en pulgadas) X Longitud (en pulgadas) X 2000 Libras por Pulgada Cuadrada X 0,0005 = Tonelaje necesario
Dado que las propiedades del material son de gran importancia en el proceso de moldeo por compresión y el establecimiento de los parámetros del proceso, el proceso para termoendurecibles y termoplásticos es similar pero también difiere de manera importante.
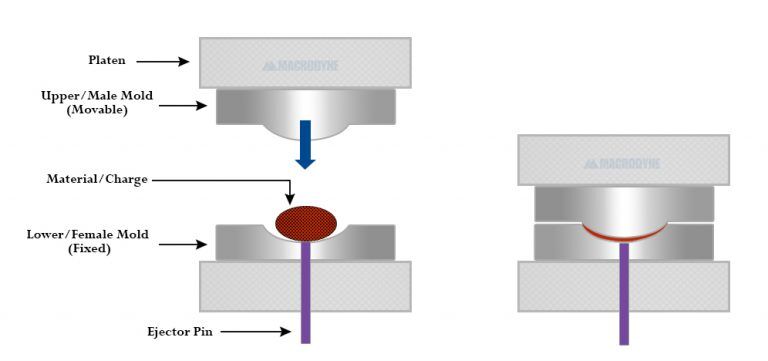
El proceso de moldeo por compresión para termoendurecibles:
- El molde, o herramientas de metal, que consta de una cavidad y un núcleo, se instala en la prensa y puede presentar un calentamiento integral para controlar las temperaturas durante todo el proceso. La temperatura también se puede controlar desde los platos de la prensa hidráulica.
- Una vez que la herramienta está instalada y calentada, se coloca material de resina reforzada con fibra, o la carga, en la herramienta. El tamaño, el peso y la orientación de la carga de polímero tendrán implicaciones en el rendimiento de la pieza cuando se complete. En algunos casos, la carga está preformada o precalentada.
- Una vez que el material está en la cavidad calentada del molde, la prensa se cierra a una velocidad y presión programadas. Cuando las dos mitades del molde se juntan, fuerzan al material a atravesar la totalidad de la cavidad del molde para producir una pieza. La herramienta permanecerá cerrada, bajo presión, durante un período de tiempo predeterminado en función de los requisitos del proceso del material, provocando que se produzca una reticulación química irreversible que da como resultado una pieza curada.
- Una vez que la pieza está curada, se libera la presión y la pieza se retira de la herramienta. Es posible que haya una pequeña cantidad de destello de resina que deba eliminarse.
- Los termoestables requieren controles de temperatura más estrictos para evitar defectos y deformaciones. Los tiempos de ciclo rápidos evitan que el material sufra los riesgos asociados con el curado previo si permanece en el molde calentado durante demasiado tiempo.
Parámetros de proceso – termoendurecibles:
Tonelaje de la pinza
1000 – 2500 psi en la superficie moldeada de la pieza
Velocidad de cierre de la pinza
500 – 1200 pulgadas por minuto
Velocidad de prensado
0 – 35 pulgadas por minuto
Temperatura
290 a 400°F
El proceso de moldeo por compresión para termoplásticos:
Para los termoplásticos, el proceso es relativamente el mismo. La principal diferencia es que, en el caso de los termoplásticos, se utilizan moldes enfriadores de temperatura controlada para promover el endurecimiento del material. Una vez endurecido, se puede sacar del molde. El proceso también varía según el material seleccionado.
Parámetros de proceso – termoplásticos:
Velocidad de cierre de la abrazadera: La velocidad de cierre de la abrazadera puede llegar hasta 1900 pulgadas por minuto. Las velocidades son mayores que las requeridas para los termoestables porque la prensa tiene que bajar sobre el material a una velocidad que evitará el preenfriamiento o el precurado. El precalentamiento y la medición previa reducen el exceso de flash, pero también ayudan a prevenir el precurado.
Tonelaje de la abrazadera: Asegurar un tonelaje de sujeción adecuado mejorará la producción al reducir los defectos de las piezas y las averías prematuras de la máquina, lo que ahorrará dinero en el proceso. Si su proceso requiere 200 toneladas de fuerza de sujeción, una máquina de 400 toneladas es excesiva. Es importante identificar una máquina capaz para sus materiales y procesos y un fabricante de prensas que tenga la experiencia en ingeniería para diseñar una prensa que esté construida para funcionar.
Velocidades de prensado: Los termoplásticos requieren una mayor variedad de velocidades de prensado. El ciclo puede durar desde unos pocos minutos hasta una hora, dependiendo del material seleccionado, el tamaño de la carga y el tiempo requerido para enfriar y curar. Los ciclos de prensado rápidos, con velocidades de prensado superiores a 190 pulgadas por minuto, promueven un rendimiento de producción óptimo y evitan que se produzca la acumulación de tensiones residuales en las piezas, lo que puede provocar deformaciones, fatiga y agrietamiento.
Temperatura: Las herramientas se calientan entre 95 y 180 ° F cuando se moldean termoplásticos por compresión. Los materiales saldrán de la prensa a temperaturas entre 450 y 550 ° F. A diferencia de las piezas termoendurecibles, las piezas termoplásticas no se reticulan, por lo que pueden volver a fundirse y reutilizarse sin cambiar la composición química del material. Se procesan en estado fundido y el proceso de enfriamiento establece la estructura y la forma internas.
Funciones de prensa
Las prensas de moldeo por compresión pueden presentar mejoras y controles de proceso tales como guiado ajustable con compensación de temperatura, manejo de piezas, automatización de alimentación y troquel, paquetes de núcleo y expulsor, dispositivos de bloqueo de la platina, paquetes de calentamiento de la platina y del molde, accionamientos hidráulicos directos o acumuladores, platina inteligente, paralelismo y envases de vacío.
Los sistemas de nivelación inteligentes, así como el paralelismo, son especialmente importantes para procesos que incluyen revestimiento en el molde o situaciones con carga descentrada. Los cilindros niveladores controlados servoproporcionalmente, los husillos niveladores motorizados y los paquetes de control electrónico asociados pueden integrarse en las prensas para garantizar el paralelismo de la platina y, en última instancia, el rendimiento y la producción maximizados. Los paquetes de vacío reducen el contenido de huecos si surge un problema con los gases en el material, lo que provoca huecos en la pieza moldeada.
Asimismo, el control preciso de la platina es imprescindible para un éxito repetible en la producción de piezas. Los ciclos de prensado suaves y las velocidades de prensado ajustables controlan la tasa de flujo de material en la cavidad y previenen cualquier grano en el producto final.
Termoestables en el proceso de moldeo por compresión
Los compuestos termoendurecibles son el tipo de material más común utilizado en el proceso de moldeo por compresión. Los termoendurecibles incluyen baquelita, poliéster, poliuretano, urea-formaldehído, así como melamina, epoxi y resinas alquídicas.
Los materiales termoendurecibles se seleccionan en función de sus propiedades, la aplicación y los costos asociados. Por ejemplo, la resina de éster de vinilo se utiliza para aplicaciones resistentes a la corrosión, mientras que la resina epoxi satisface los requisitos de diseño de aplicaciones de alta resistencia y la resina de poliéster generalmente se selecciona por factores de costo y rendimiento.
El uso de termoendurecibles en el moldeo por compresión permite a los fabricantes lograr geometrías y piezas complejas que imitan las propiedades del metal con varias ventajas adicionales. La relación resistencia-peso que ofrece es ideal para aplicaciones como las piezas de automóviles, ya que producen componentes más ligeros y duraderos que no aumentan significativamente el peso y el rendimiento del vehículo.

Si bien la resistencia y la integridad estructural son sin duda ventajas competitivas de los termoestables, sus desventajas incluyen una elasticidad y un alargamiento deficientes. Su baja viscosidad inicial puede resultar en flash y la necesidad de operaciones secundarias de mecanizado. También tiende a ser más difícil de terminar la superficie. Asimismo, los niveles altos de algunos rellenos pueden provocar un desgaste excesivo de la herramienta.
Cuando se moldea, la estructura resultante del material está altamente reticulada, compuesta de moléculas fuertemente ramificadas, enlaces químicos que promueven altas propiedades mecánicas y físicas. Como resultado, no se puede reciclar como sus contrapartes termoplásticas. Los termoestables se seleccionan cuando la resistencia y la calidad de la pieza dependen del grado de reticulación que se produce.
Los polímeros termoendurecibles se someten a tres etapas distintas:
La etapa uno: Durante la primera etapa, también conocida como resol, la resina aún es fusible y soluble.
Etapa dos: En la segunda etapa, los termoestables son casi insolubles pero son termoplásticos. Solo permanecerán en este estado fundido solo por un corto período de tiempo ya que las temperaturas que promueven el flujo del material causarán reticulación.
Etapa tres: La etapa final de la polimerización es donde tiene lugar la reacción de reticulación, bajo un impacto controlado de calor y presión.
El termoendurecido se selecciona típicamente debido a sus propiedades materiales. No es propenso a hincharse y es insoluble en presencia de la mayoría de los disolventes orgánicos. También ofrece una alta resistencia a la fluencia, baja conductividad térmica, transparencia de microondas y resistencia dieléctrica excepcional, así como la opción de tolerancias moldeadas, colores y variedades de acabado superficial.
Como los compuestos utilizados en el material son sistemas reactivos, pueden afectar la vida útil del material y podrían provocar variaciones en los procesos por lotes en términos de consistencia de un lote a otro. Los termoestables requerirán un almacenamiento con temperatura controlada, una consideración adicional en el proceso de selección de materiales.
Otros parámetros del proceso que tendrán implicaciones en las propiedades mecánicas y el rendimiento de los termoestables en el proceso de moldeo por compresión son la temperatura de compresión, la presión durante la compresión, el tiempo de mantenimiento de la presión, la velocidad de enfriamiento y la temperatura de apertura del molde, así como las temperaturas de precalentamiento y las temperaturas de escape. y presiones.
Cuando el proceso y la selección del material en el moldeo por compresión de termoendurecibles son ideales, se promueve el diseño funcional, la fabricación simple, el procesamiento rápido y el rendimiento de alto costo a un buen precio.
Termoendurecibles de uso común
Las resinas de poliéster epoxi, fenólicas e insaturadas, poliéster insaturado, éster de vinilo, poliuretano y adhesivos anaeróbicos son todos ejemplos de termoendurecibles comúnmente utilizados en el proceso de moldeo por compresión.
A continuación, las dos fotos resaltan la diferencia entre el material epoxi preformado y el material fenólico:


Compuesto de moldeado de láminas (SMC)
El compuesto de moldeo en láminas (SMC) es un material termoestable reforzado con fibra (una combinación de resina polimérica, rellenos inertes, fibras, catalizadores, pigmentos, estabilizadores, agentes de liberación y espesantes) que se utiliza a menudo para piezas más grandes que requieren una mayor resistencia mecánica. El refuerzo de vidrio tiene entre 10 y 60 por ciento y la longitud de la fibra es un poco más larga que la del compuesto de moldeo a granel (BMC), entre ½ pulgada y 1 pulgada.
El proceso de fabricación de SMC es un proceso continuo en línea donde el material se enfunda tanto en la parte superior como en la inferior con una película de plástico de polietileno o nailon para evitar la autoadhesión. La pasta se extiende uniformemente sobre la película inferior, las fibras cortadas se agregan a la pasta de forma aleatoria y la película superior se introduce en el proceso, se enrolla en un espesor predeterminado y se deja madurar durante 48 horas.
SMC satisface aplicaciones que producen piezas de apariencia crítica que tienen un acabado de Clase A, pero también es ideal para aplicaciones de pintura y estructurales que requieren resistencia y rigidez, pero no una estética crítica de apariencia.
Compuesto de moldeo a granel (BMC)
El compuesto de moldeo a granel (BMC) es una resina plástica termoendurecible similar a la SMC, pero la forma en que se combinan las fibras y la resina difiere. Sigue siendo una mezcla de rellenos inertes, refuerzo de fibra, catalizadores, estabilizadores y pigmentos, pero forman una masilla viscosa. El material está altamente reforzado con fibras de vidrio cortas, con una medida de refuerzo de vidrio del 10 al 30 por ciento, con longitudes entre 1/32 de pulgada y ½ pulgada.
Los BMC lograrán un control dimensional cercano, resistencia a las llamas y a las pistas, aislamiento eléctrico, resistencia a la corrosión y a las manchas, además de propiedades mecánicas mejoradas, capacidad de contracción minimizada y estabilidad del color que lo hacen ideal para aplicaciones que requieren precisión en detalle, dimensión y rendimiento. También puede tolerar el recubrimiento en polvo y la pintura a base de agua.


Los termoestables, en general, ofrecen excelentes características de llama, humo y toxicidad. Un gran ejemplo es el éster de cianato que cuenta con atributos de emisión de gases extremadamente bajos. También prometen baja densidad, resistencia a la corrosión y características dieléctricas. Son rentables y ofrecen la flexibilidad de diseño que muchos proyectos anhelan.
Materiales compuestos
Los materiales compuestos, como los plásticos laminados, también son termoendurecibles que se utilizan en el proceso de moldeo por compresión. Los plásticos laminados son una forma especial de compuesto de matriz de polímero que se compone de capas de materiales reforzados con fibra que están impregnados con resinas termoendurecibles (típicamente fenólicas), unidas entre sí mediante calor y presión. Una vez que el material está impregnado y secado, se corta en láminas, se apilan y se presiona usando alta presión y temperaturas especificadas (270 ° a 350 ° F). Esto da como resultado un compuesto laminado que puede variar desde materiales duros hasta grados plastificados más blandos, según la aplicación.
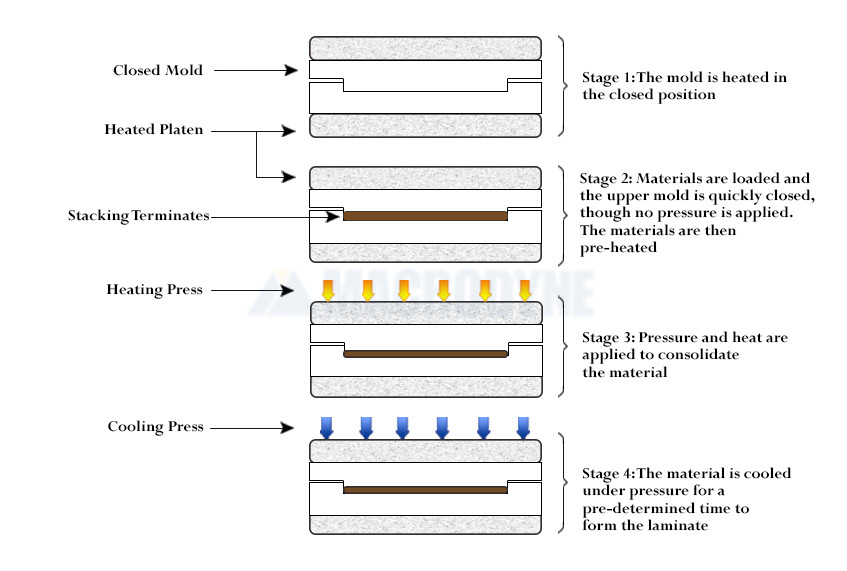
Los termoestables laminados ofrecen alta resistencia mecánica, estabilidad dimensional, rigidez, una alta relación resistencia-peso, así como buena resistencia eléctrica, a la humedad y a la temperatura. Durante el proceso de producción de estos materiales multicapa, es importante que las fibras se humedezcan completamente con resina y se elimine el exceso de resina.
El laminado debe consolidarse al espesor y todo el aire, la humedad y el solvente atrapados deben ventilarse para evitar la porosidad en el material. El tiempo de curado es imperativo para garantizar que el material no esté curado en exceso ni en exceso.
Las aplicaciones de estos materiales compuestos laminados incluyen paneles de tablero de distribución y tableros de terminales, aislamiento de arrancador / generador / televisión, juntas, arandelas, engranajes o cualquier otro producto donde existan altas velocidades de alimentación y corte.
Los laminados curados, también conocidos como laminados de alta presión, se producen en más de 70 grados estándar de acuerdo con las especificaciones de la Asociación Nacional de Fabricantes Eléctricos (NEMA). Los mismos materiales base se pueden encontrar en laminados moldeados y piezas moldeadas maceradas donde los costos del molde están justificados por las cantidades de producción y donde el mecanizado a partir de laminados planos no es rentable.
Termoplásticos en el proceso de moldeo por compresión
Al igual que su contraparte termoendurecible, los termoplásticos ofrecen una excelente alternativa a las piezas metálicas donde la corrosión es una preocupación. Puede resistir entornos duros, incluso tóxicos, y ofrecer un acabado mucho mayor por los costos asociados en comparación con materiales alternativos.
Hay dos categorías de polímeros termoplásticos: amorfos y semicristalinos. Los termoplásticos amorfos no forman una estructura cristalina. Por encima de la temperatura de transición vítrea (Tg), los módulos de polímero son sólidos y existe suficiente energía para promover el movimiento de las moléculas entre sí, lo que permite que el moldeo tenga lugar a estas temperaturas.
La poli-éter-imida (PEI) es un ejemplo de polímero termoplástico amorfo. Su Tg es de 423 ° F y su temperatura de proceso varía entre 575 ° y 625 ° F. Los nailon pueden ser amorfos o semicristalinos. A diferencia de los polímeros semicristalinos, los polímeros termoplásticos amorfos pueden moldearse a temperaturas más cercanas a su Tg.
Los polímeros semicristalinos tienen áreas donde el polímero se empaqueta muy cerca y forma una red cristalina, así como áreas donde es amorfo. El grado de cristalinidad en una parte específica dependerá del tipo de polímero y la velocidad de enfriamiento. La poli-éter-éter-cetona (PEEK), la poli-éter-cetona-cetona (PEKK) y el poli (sulfuro de fenileno) (PPS) son todos polímeros termoplásticos semicristalinos.
PEEK: Tg – 290 ° F, rango de temperatura de proceso – 715 ° F a 740 ° F.
PEKK: Tg – 312 ° F, temperatura de proceso – 645 ° F a 690 ° F.
PPS: Tg – 192 ° F, temperatura de proceso – 550 ° F a 620 ° F.
Además de su clasificación categórica, los termoplásticos existen en tres formas de materiales. Los primeros son los preimpregnados de tela que emplean un material tejido de fibra de vidrio o carbono común con una resina termoplástica incorporada en la tela.
También se les conoce como semi-pregs porque la resina está mayormente en la superficie hasta que se introducen altas temperaturas para iniciar el proceso de impregnación. Estos materiales adaptables se utilizan principalmente en grandes estructuras continuas.
La segunda forma de material se refiere a los laminados termoplásticos reforzados (RTL), laminados orientados multicapa que varían en cuanto a los materiales utilizados y el número de capas que forman, así como a la anchura y la longitud y se clasifican como tales, en base a grado, clase, resina y orientación.
Los RTL se han sometido al proceso de termoformado a alta presión y alta temperatura para lograr una impregnación óptima del haz de fibras de la resina termoplástica. Dada la capacidad de los RTL de calentarse y procesarse rápidamente, se utiliza en procesos de termoformado de ciclo corto.
La tercera forma de material en la que existen los termoplásticos es una unidad termoplástica que varía en ancho, incluido el grado de compuesto de moldeo picado o una cinta de hendidura de un octavo de pulgada. La ventaja de esta forma es la eficiencia cuando se utiliza equipo automatizado de colocación de cinta y colocación de fibra y la amplia variedad de soluciones de automatización que existen.
En comparación con los termoendurecibles, los termoplásticos tienen un costo inicial de materia prima más alto que los termoestables y mayores costos de herramientas debido a las mayores temperaturas de procesamiento requeridas. A diferencia de los termoestables, que requieren almacenamiento en frío y transporte en frío, los termoplásticos no tienen reacción química, por lo que pueden almacenarse a temperatura ambiente sin que se degraden sus propiedades.
Otras ventajas de los termoplásticos incluyen alta resistencia, resistencia al encogimiento y flexibilidad. Los termoplásticos son aplicables para su uso en aplicaciones de baja tensión o piezas mecánicas de alta tensión. La relación peso-rendimiento de los termoplásticos, así como su versatilidad y reciclabilidad lo hacen ideal para aplicaciones de gran volumen y precisión. A diferencia de los termoestables, su proceso de curado es reversible, ya que no se produce ningún enlace químico. Cuando se recicla y remodela, sus propiedades físicas no se ven comprometidas.
La principal desventaja de utilizar termoplásticos en lugar de materiales como el metal es su punto de fusión relativamente bajo. Ciertos tipos de termoplásticos de baja calidad pueden derretirse cuando se exponen al sol durante períodos prolongados. Algunos termoplásticos también pueden tener poca resistencia a los solventes orgánicos y los hidrocarburos.
Otra desventaja de los termoplásticos es que son susceptibles a la fluencia, que ocurre cuando el material se estira y debilita bajo la exposición a cargas de tensión a largo plazo. La susceptibilidad a la fluencia se ve agravada por la menor temperatura de fusión del material. Otros tipos de termoplásticos, como los compuestos, pueden fracturarse en lugar de deformarse en condiciones de alto estrés.
Termoplásticos de uso común
Los termoplásticos comúnmente utilizados incluyen polietileno (PE), cloruro de polivinilo (PVC) y poliestireno (PS), así como acrílicos, fluoropolímeros, poliésteres, poliimidas y nailon. Se utilizan en una serie de aplicaciones, desde envases de plástico hasta botellas, bolsas de plástico, cuerdas, cinturones, componentes para aplicaciones aeroespaciales, dispositivos médicos y muchos más.
PEEK es un polímero termoplástico orgánico semicristalino de alto rendimiento que se utiliza en diversas aplicaciones de ingeniería. Es incoloro y orgánico y forma parte de la familia de las poliariletercetona (PAEK). Como biomaterial avanzado, PEEK exhibe excelentes propiedades mecánicas y térmicas, resistencia a la fluencia a altas temperaturas, baja inflamabilidad y propiedades resistentes.
Las propiedades de resistencia mecánica y química de PEEK se conservan en altas temperaturas y entornos orgánicos y acuosos, lo que lo hace ideal para aplicaciones como cojinetes, piezas de pistón, bombas, válvulas de placa de compresor, aislamiento de cables eléctricos, utilizado en automoción, aeroespacial, procesamiento químico y muchos otros. aplicaciones. También se utiliza en la producción de implantes y dispositivos médicos.
Debido al hecho de que el PEEK se funde a una temperatura relativamente alta, da como resultado piezas termoestables y aisladas eléctrica y térmicamente. Al igual que otros materiales semicristalinos, está sujeto a cambios dimensionales y encogimiento cuando cristaliza, aunque puede explicarse fácilmente en el proceso.
Otro material de la familia PAEK es PEKK. También considerado un polímero termoplástico semicristalino de alto rendimiento, también proporciona fuerza, resistencia térmica y química y baja inflamabilidad, ideal para aplicaciones exigentes. Aunque PEKK es similar a PEEK, el primero reemplaza uno de los enlaces éter flexibles en la composición del material, lo que lo convierte en una oferta de cetonas más rígida.
PEI es un termoplástico amorfo con altas propiedades mecánicas, térmicas y eléctricas, resistencia y rigidez. Cuando se refuerza con fibra de vidrio, proporciona una mayor resistencia a la tracción, rigidez y una estabilidad dimensional mejorada.
Como plástico, posee características similares a las poliarilsulfonas (PSU, PPSU), aunque sus beneficios son similares. Ofrece resistencia a la fluencia en un amplio rango de temperatura, hidrólisis y estabilidad dimensional a una temperatura de funcionamiento permanente alta, así como aislamiento eléctrico, resistencia a la radiación, productos químicos como el cloro y otros agentes de limpieza cáusticos.
El polietileno de alta densidad (HDPE) es otro termoplástico de uso común. Se deriva del gas natural etano, que, cuando se calienta a 1500 ° F, sus moléculas se rompen. Una de las moléculas separadas es el gas etileno que se convierte en resina en el proceso de polimerización y produce polietileno. El polietileno se utiliza para fabricar diferentes tipos de plásticos, incluido el polietileno de baja densidad (LDPE) y el tereftalato de polietileno (PET o PETE).
Las propiedades del HDPE lo hacen resistente a muchos disolventes, resistente al impacto y a la intemperie, tiene una alta relación densidad-resistencia, lo que significa que es liviano y fuerte, y es ideal para reciclar y reutilizar, por lo que con frecuencia es el material de elección. para botellas o bolsas, así como juguetes, pipas, madera y fuegos artificiales.
Los termoplásticos de fibra larga directa (DLFT) son esencialmente termoplásticos de fibra larga (LFT) en forma compuesta directa. Es un tipo de material compuesto donde se utilizan polímeros termoplásticos, mezclados con refuerzos de fibra y otros aditivos, moldeados y curados bajo presión para producir un material fuerte que ofrece flexibilidad geométrica y tiempos de ciclo más rápidos.
En el caso de DLFT, el tamaño sí importa. Es ideal para piezas de automóviles grandes, ya que las piezas más pequeñas deben pesar al menos 2 libras, aunque se prefiere 4 libras o más. Se puede utilizar cuando la disminución del peso y el aumento del rendimiento son propiedades deseadas del material. Puede utilizarse para producir superficies decorativas con texturas que requieran un acabado mínimo.
Mientras que DFLT se puede reciclar y reutilizar, sin comprometer su rendimiento. Las desventajas incluyen costos de herramientas más altos, resistencia al calor limitada, capacidad de clase A real limitada y estabilidad dimensional más débil en comparación con los termoestables.
Como se indicó, existen innumerables combinaciones de resina y fibra que dan como resultado una diversidad de materiales y propiedades del material que se pueden utilizar en el proceso de moldeo por compresión, por lo que es importante aprovechar el conocimiento y el apoyo de expertos que pueden guiarlo a través del proceso de moldeo por compresión. decisiones de proceso y material para garantizar que su aplicación y producción se desempeñen de manera óptima y produzcan los resultados deseados.
Ventajas y desventajas del moldeo por compresión.
El moldeo por compresión produce piezas compuestas de diversas complejidades que son comparables a las fabricadas con metal. Ofrecen la misma resistencia y propiedades mecánicas, pero superan a los metales en su relación peso-rendimiento, propiedades anticorrosivas y de aislamiento eléctrico, y requieren menos mecanizado posterior a la fabricación para cumplir con las especificaciones geométricas.
Una de las mayores ventajas del proceso de moldeo por compresión es la facilidad con la que se pueden incorporar nervaduras y otros insertos en el momento del conformado, lo que reduce o elimina por completo la necesidad de procesos secundarios. Con un proceso, puede reemplazar varias piezas ensambladas con una pieza compleja moldeada por compresión.
La capacidad de incorporar procesos secundarios reduce la necesidad de mano de obra y de inventario de piezas y minimiza los tiempos de inspección y el desperdicio de material. Otro beneficio es el bajo costo de las herramientas y la necesidad de equipos de capital menos costosos, así como el hecho de que es adaptable a la automatización. Todas estas cosas dan como resultado ahorros de costos sin comprometer el rendimiento, la calidad y la producción.
Las deficiencias del moldeo por compresión son que el proceso no es ideal para piezas muy complejas o piezas que contienen socavados, recortes laterales o pequeños orificios, ya que corre el riesgo de producir pequeñas distorsiones o roturas como resultado del flujo y la presión del proceso. Desde la perspectiva del proceso, el moldeo por compresión compite con el moldeo por inyección en la mayoría de las formas, excepto en términos de tiempos de ciclo que son más largos debido a los procesos de calentamiento y enfriamiento, que son primordiales para el rendimiento y la calidad de la pieza cuando se utilizan termoestables y termoplásticos en el proceso de moldeo por compresión.
Contáctenos sobre sus necesidades de prensa hidráulica.

