Eine Einleitung
Formpressen ist ein gängiges Verfahren zur Herstellung von Polymeren für Duroplaste, Thermoplaste sowie Elastomere und Naturkautschuke. Sie produziert großvolumige, maßgenaue, hochfeste, temperaturbeständige Teile mit guter Oberflächenqualität. Teile können in einer Reihe von Längen, Dicken und Komplexitäten zu günstigeren Stückkosten im Vergleich zu alternativen Herstellungsverfahren hergestellt werden.
Duroplaste und Thermoplaste gibt es in einer Vielzahl von Materialvarianten, die sich in Preis und Leistung unterscheiden. Als solche formgepresste Beispiele für Harze und Fasern, die im Formpressprozess verwendet werden:
Duroplastische Harze: SMC, BMC, TMC, Epoxid, Phenol, Melamin und Harnstoff.
Thermoplastische Harze: Polypropylen, Nylon, UHMWPE, HDPE und Hochtemperaturmaterialien wie PEEK, PEKK und PAEK.
Faserarten : Glasfaser, Aramid, Standardmodul-Kohlefaser sowie andere Kohlefaserqualitäten.


Die Leistung der Materialien korreliert direkt mit ihrer Kombination und dem verwendeten Verhältnis von Faser zu Harz, was zu unterschiedlichen Zugfestigkeiten führt. Der Unterschied zwischen Duroplasten wie Sheet Molding Compounds (SMC) und Bulk Molding Compounds (BMC) besteht beispielsweise in der Art und Weise, in der die Faser zerkleinert und mit dem Harz vermischt wird, sowie im Verhältnis der einzelnen verwendeten Materialien.
Bei der Festlegung von Prozessparametern für das Formpressen ist die Materialzusammensetzung von zentraler Bedeutung. Die Materialauswahl bestimmt neben Form und Dicke des Teils die erforderliche Vorwärmtemperatur, Formtemperatur, Formdruck, Druckhaltezeit, Abkühlgeschwindigkeit, Absaugdruck, Absaugzeiten und Niederhalterkraft.
Duroplaste und Thermoplaste unterscheiden sich hinsichtlich ihrer Glasübergangstemperatur (Tg) oder der Temperatur, bei der die Polymere reversibel zwischen glänzenden und gummiartigen Zuständen übergehen. Die Tg liegt bei Elastomeren unter der Umgebungstemperatur, während Duroplaste und Thermoplaste eine Glasübergangstemperatur haben, die über der Umgebungstemperatur liegt.
Neben Prozessparametern wie Temperatur und Druck beeinflusst die Materialzusammensetzung den Materialfluss. Die Imprägnierungswirkung der Verstärkungsfasern spielt eine Rolle für die mechanische Leistung und Qualität des herzustellenden Teils. Materialien mit mehr Glasanteil erfordern einen höheren Druck. Je flacher und einfacher die Geometrie, desto weniger Zeit und Druck werden benötigt, um das Bauteil zu formen.
Bei einem Glasgehalt von 17 bis 20 Prozent gegenüber einem Glasgehalt von 40 bis 50 Prozent wird beispielsweise weniger Druck benötigt, um den Materialfluss zu fördern. Materialien mit hohem Glasgehalt können durch Einbringen einer Ladung mit größerer Abdeckung ausgeglichen werden, was zu einem Prozess führt, der näher am Stempeln liegt.
Ingenieure können die Prozessparameter bestimmen, einschließlich der geeigneten Materialmenge, die zur Herstellung des gewünschten Teils erforderlich ist, der minimalen Zeit- und Energiemenge, die zum Erwärmen des Materials erforderlich ist, der geeigneten Heiztechnik und der erforderlichen Kraft, um den Prozess und die Leistung zu optimieren. obwohl es einige Richtlinien gibt, die befolgt werden können.

Als allgemeine Faustregel zur Berechnung der erforderlichen Tonnage gilt:
B“ x L“ x PSI x 0,0005 = Tonnen
Breite (in Zoll) X Länge (in Zoll) X 2000 Pfund pro Quadratzoll X 0,0005 = erforderliche Tonnage
Das Formpressen erfordert eine Form, die aus Stahl oder Aluminium hergestellt wird und die den Anforderungen an Abmessungen und Tonnage entspricht. Wie in der Einleitung erläutert, ist eine allgemeine Faustregel zur Berechnung der erforderlichen Tonnage die folgende Formel: Breite (in Zoll) X Länge (in Zoll) X 2000 Pfund pro Quadratzoll X 0,0005 = erforderliche Tonnage
Da die Materialeigenschaften beim Formpressen und der Festlegung von Prozessparametern von großer Bedeutung sind, sind die Verfahren für Duroplaste und Thermoplaste ähnlich, unterscheiden sich aber auch in wesentlichen Punkten.
Das Formpressverfahren für Duroplaste:
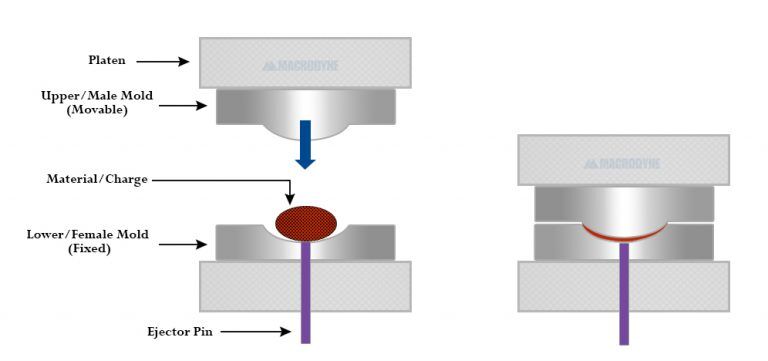
- Die Form oder das Metallwerkzeug, bestehend aus einer Kavität und einem Kern, wird in die Presse eingebaut und kann über eine integrierte Heizung verfügen, um die Temperaturen während des gesamten Prozesses zu kontrollieren. Die Temperatur kann auch von den Platten der hydraulischen Presse gesteuert werden.
- Sobald das Werkzeug installiert und erhitzt ist, wird faserverstärktes Harzmaterial oder die Ladung in das Werkzeug eingebracht. Die Größe, das Gewicht und die Ausrichtung der Polymercharge haben Auswirkungen auf die Leistung des Teils nach Fertigstellung. In einigen Fällen wird die Charge vorgeformt oder vorgewärmt.
- Sobald sich das Material in der beheizten Kavität des Werkzeugs befindet, schließt die Presse mit einer programmierten Geschwindigkeit und einem programmierten Druck. Wenn die beiden Formhälften zusammenkommen, drücken sie das Material durch den gesamten Formhohlraum, um ein Teil zu produzieren. Das Werkzeug bleibt unter Druck für eine vorbestimmte Zeit, basierend auf den Prozessanforderungen des Materials, geschlossen, wodurch eine irreversible chemische Vernetzung auftritt, die zu einem gehärteten Teil führt.
- Sobald das Teil ausgehärtet ist, wird der Druck abgelassen und das Teil wird aus dem Werkzeug entfernt. Möglicherweise muss eine kleine Menge Harzgrat entfernt werden.
- Duroplaste erfordern strengere Temperaturkontrollen, um Defekte und Verformungen zu vermeiden. Schnelle Zykluszeiten schützen das Material vor den Risiken der Vorhärtung, wenn es zu lange in der beheizten Form verweilt.
Prozessparameter – Duroplaste:
Schließkraft
1000 – 2500 psi auf der geformten Oberfläche des Teils
Geschwindigkeit beim Schließen der Klammer
500 – 1200 Zoll pro Minute
Pressgeschwindigkeit
0 – 35 Zoll pro Minute
Temperatur
290 bis 400°F
Das Formpressverfahren für Thermoplaste:
Bei Thermoplasten ist das Verfahren relativ gleich. Der wesentliche Unterschied besteht darin, dass bei Thermoplasten temperierte Kühlerformen verwendet werden, um die Aushärtung des Materials zu fördern. Nach dem Aushärten kann es aus der Form genommen werden. Der Prozess variiert auch je nach ausgewähltem Material
Prozessparameter – Thermoplaste:
Schließgeschwindigkeit der Klemme: Die Schließgeschwindigkeit der Klemme kann bis zu 1.900 Zoll pro Minute betragen. Die Geschwindigkeiten sind höher als die für Duroplaste erforderlichen, da die Presse mit einer Geschwindigkeit auf das Material herunterkommen muss, die ein Vorkühlen oder Vorhärten verhindert. Vorwärmen und Vormessen reduziert überschüssiges Grat, hilft aber auch, Vorhärtung zu vermeiden.
Spannkraft: Die Gewährleistung einer angemessenen Spannkraft verbessert die Leistung, indem Teilefehler und vorzeitige Maschinenausfälle reduziert werden, wodurch Geld gespart wird. Wenn Ihr Prozess 200 Tonnen Schließkraft erfordert, ist eine 400-Tonnen-Maschine übertrieben. Es ist wichtig, eine geeignete Maschine für Ihre Materialien und Prozesse sowie einen Pressenhersteller zu finden, der über das technische Know-how verfügt, um eine leistungsstarke Presse zu entwickeln.
Pressgeschwindigkeiten: Thermoplaste erfordern einen größeren Bereich an Pressgeschwindigkeiten. Der Zyklus kann je nach Materialauswahl, Chargengröße und Abkühl- und Aushärtungszeit von wenigen Minuten bis zu einer Stunde dauern. Schnelle Presszyklen mit Pressgeschwindigkeiten ab 190 Zoll pro Minute fördern eine optimale Produktionsleistung und verhindern den Aufbau von Eigenspannungen in den Teilen, die zu Verzug, Ermüdung und Rissbildung führen können.
Temperatur: Werkzeuge werden beim Formpressen von Thermoplasten auf 95 bis 180 °F erhitzt. Die Materialien werden mit Temperaturen zwischen 450 und 550°F aus der Presse kommen. Im Gegensatz zu duroplastischen Teilen vernetzen thermoplastische Teile nicht, sodass sie wieder eingeschmolzen und wiederverwendet werden können, ohne die chemische Zusammensetzung des Materials zu verändern. Sie werden in geschmolzenem Zustand verarbeitet und der Abkühlprozess legt die innere Struktur und Form fest
Pressefunktionen
Formpressen können Verbesserungen und Prozesssteuerungen aufweisen, wie z Vakuum-Pakete.
Intelligente Nivelliersysteme sowie Parallelität sind besonders wichtig bei Prozessen mit In-Mold-Beschichtung oder Situationen mit außermittiger Belastung. Servoproportional gesteuerte Richtzylinder, angetriebene Richtspindeln und zugehörige elektronische Steuerpakete können in Pressen eingebaut werden, um Plattenparallelität und letztendlich maximale Leistung und Leistung zu gewährleisten. Vakuumpakete reduzieren den Hohlraumgehalt, wenn ein Problem mit Gasen im Material auftritt, die Hohlräume im Formteil verursachen.
Ebenso ist eine präzise Plattensteuerung für einen wiederholbaren Erfolg bei der Teileproduktion unerlässlich. Sanfte Presszyklen und einstellbare Pressgeschwindigkeiten steuern den Materialfluss in der Kavität und verhindern jegliches Korn im Endprodukt.
Duroplaste im Formpressverfahren
Duroplastische Verbundwerkstoffe sind die am häufigsten verwendeten Materialien beim Formpressen. Duroplaste umfassen Bakelit, Polyester, Polyurethan, Harnstoff-Formaldehyd sowie Melamin-, Epoxid- und Alkydharze.
Duroplastische Materialien werden nach ihren Eigenschaften, der Anwendung und den damit verbundenen Kosten ausgewählt. Zum Beispiel wird Vinylesterharz für korrosionsbeständige Anwendungen verwendet, während Epoxidharz die Designanforderungen von hochfesten Anwendungen erfüllt und Polyesterharz normalerweise sowohl aus Kosten- als auch aus Leistungsfaktoren ausgewählt wird.
Durch die Verwendung von Duroplasten beim Formpressen können Hersteller komplexe Geometrien und Teile erreichen, die die Eigenschaften von Metall mit mehreren zusätzlichen Vorteilen nachahmen. Das von ihm gebotene Festigkeits-Gewichts-Verhältnis ist ideal für Anwendungen wie Automobilteile, da sie leichtere, langlebigere Komponenten produzieren, die das Gewicht und die Leistung des Fahrzeugs nicht wesentlich erhöhen.

Während Festigkeit und strukturelle Integrität sicherlich Wettbewerbsvorteile von Duroplasten sind, schließen ihre Nachteile eine geringe Elastizität und Dehnung ein. Seine niedrige Anfangsviskosität kann zu Gratbildung und der Notwendigkeit von Nachbearbeitungen führen. Es ist auch tendenziell schwieriger, die Oberfläche zu bearbeiten. Ebenso können hohe Mengen einiger Füllstoffe zu übermäßigem Werkzeugverschleiß führen.
Beim Formen ist die resultierende Struktur des Materials hochgradig vernetzt, bestehend aus stark verzweigten Molekülen und chemischen Bindungen, die hohe mechanische und physikalische Eigenschaften fördern. Daher kann es nicht wie seine thermoplastischen Gegenstücke recycelt werden. Duroplaste werden ausgewählt, bei denen die Festigkeit und Qualität des Teils vom Grad der stattfindenden Vernetzung abhängt.
Duroplastische Polymere durchlaufen drei verschiedene Phasen:
Stufe eins: Während der ersten Stufe, auch Resol genannt, ist das Harz noch schmelzbar und löslich.
Stufe zwei: In der zweiten Stufe sind die Duroplaste fast unlöslich, aber thermoplastisch. Sie bleiben nur für kurze Zeit in diesem geschmolzenen Zustand, da die das Fließen des Materials fördernden Temperaturen eine Vernetzung bewirken.
Stufe 3: In der letzten Stufe der Polymerisation findet die Vernetzungsreaktion unter kontrollierter Einwirkung von Hitze und Druck statt.
Duroplast wird typischerweise aufgrund seiner Materialeigenschaften ausgewählt. Es neigt nicht zum Quellen und ist in Gegenwart der meisten organischen Lösungsmittel unlöslich. Darüber hinaus bietet es eine hohe Kriechfestigkeit, niedrige Wärmeleitfähigkeit, Mikrowellentransparenz und außergewöhnliche Durchschlagsfestigkeit sowie die Möglichkeit eingegossener Toleranzen, Farben und Oberflächenausführungen.
Da es sich bei den im Material verwendeten Compounds um reaktive Systeme handelt, können sie die Haltbarkeit des Materials beeinflussen und zu Chargenschwankungen in den Chargenprozessen in Bezug auf die Konsistenz führen. Duroplaste erfordern eine temperaturkontrollierte Lagerung, eine zusätzliche Überlegung bei der Materialauswahl
Andere Prozessparameter, die Auswirkungen auf die mechanischen Eigenschaften und die Leistung von Duroplasten beim Formpressen haben, sind die Presstemperatur, der Druck während des Pressens, die Druckhaltezeit, die Abkühlgeschwindigkeit und die Formöffnungstemperatur sowie die Vorwärmtemperaturen, Abgastemperaturen und Druck.
Optimale Prozess- und Materialauswahl beim Formpressen von Duroplasten fördert funktionale Gestaltungsfähigkeit, einfache Verarbeitung, schnelle Verarbeitung und hohes Preis-Leistungs-Verhältnis zu einem guten Preis.
Häufig verwendete Duroplaste
Epoxid-, Phenol- und ungesättigte Polyesterharze, ungesättigte Polyester, Vinylester, Polyurethane und anaerobe Klebstoffe sind alle Beispiele für häufig verwendete Duroplaste im Formpressverfahren.
Unten heben die beiden Fotos den Unterschied zwischen vorgeformtem Epoxidmaterial und Phenolmaterial hervor:


Sheet Moulding Compound (SMC)
Sheet Molding Compound (SMC) ist ein faserverstärktes Duroplastmaterial (eine Kombination aus Polymerharz, inerten Füllstoffen, Fasern, Katalysatoren, Pigmenten, Stabilisatoren, Trennmitteln und Verdickungsmitteln), das häufig für größere Teile verwendet wird, die eine höhere mechanische Festigkeit erfordern. Die Glasverstärkung liegt zwischen 10 und 60 Prozent und die Faserlänge ist etwas länger als bei Bulk Molding Compound (BMC), zwischen ½ Zoll und 1 Zoll.
Der Herstellungsprozess von SMCs ist ein kontinuierlicher Inline-Prozess, bei dem das Material sowohl oben als auch unten mit einer Polyethylen- oder Nylon-Kunststofffolie ummantelt wird, um eine Selbstadhäsion zu verhindern. Die Paste wird gleichmäßig auf die Unterfolie aufgetragen, die Schnittfasern werden regellos auf die Paste gegeben und die Oberfolie dem Prozess zugeführt, auf eine vorgegebene Dicke gewalzt und 48 Stunden reifen gelassen.
SMC erfüllt Anwendungen, die kritische Teile mit einem Klasse-A-Finish produzieren, aber es ist auch ideal für Lackier- und Strukturanwendungen, die Festigkeit und Steifigkeit erfordern, aber keine äußerlich kritische Ästhetik.
Bulk Molding Compound (BMC)
Bulk Molding Compound (BMC) ist ein duroplastischer Kunststoff, der SMC ähnlich ist, aber die Kombination der Fasern und des Harzes unterscheidet sich. Es ist immer noch eine Mischung aus inerten Füllstoffen, Faserverstärkung, Katalysatoren, Stabilisatoren und Pigmenten, aber sie bilden einen viskosen Kitt. Das Material ist mit Kurzglasfasern hochverstärkt, mit einem Glasverstärkungsmaß von 10 bis 30 Prozent, bei Längen zwischen 1/32 Zoll und ½ Zoll.
BMCs erreichen neben verbesserten mechanischen Eigenschaften, minimierter Schrumpffähigkeit und Farbstabilität auch eine enge Maßhaltigkeit, Flamm- und Spurbeständigkeit, elektrische Isolierung, Korrosions- und Fleckenbeständigkeit, was sie ideal für Anwendungen macht, die Präzision in Details, Abmessungen und Leistung erfordern. Es verträgt auch Pulverbeschichtungen und Lacke auf Wasserbasis.


Duroplaste bieten im Allgemeinen ausgezeichnete Flamm-, Rauch- und Toxizitätseigenschaften. Ein gutes Beispiel ist Cyanatester, der sich durch extrem niedrige Ausgasungseigenschaften auszeichnet. Außerdem versprechen sie geringe Dichte, Korrosionsbeständigkeit und dielektrische Eigenschaften. Sie sind kostengünstig und bieten eine Designflexibilität, nach der sich viele Projekte sehnen.
Kompositmaterialien
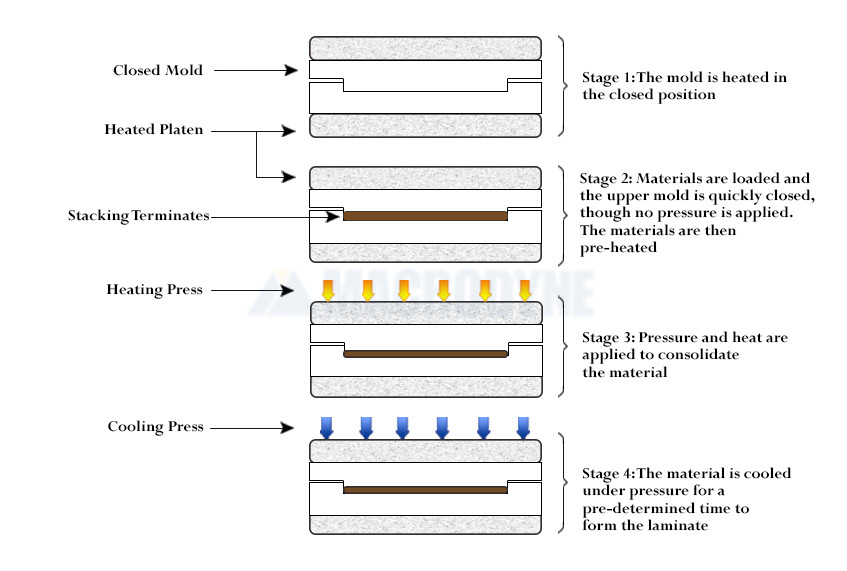
Verbundwerkstoffe, wie laminierte Kunststoffe, sind ebenfalls Duroplaste, die im Formpressverfahren verwendet werden. Laminierte Kunststoffe sind eine spezielle Form von Polymermatrix-Verbundwerkstoffen, die aus Schichten von faserverstärkten Materialien bestehen, die mit duroplastischen Harzen (typischerweise Phenole) imprägniert sind und durch Hitze und Druck miteinander verbunden werden. Sobald das Material imprägniert und getrocknet ist, wird es in Platten geschnitten, gestapelt und mit hohem Druck und festgelegten Temperaturen (270 bis 350 °F) gepresst. Dies führt zu einem laminierten Verbund, der je nach Anwendung von harten Materialien bis hin zu weicheren plastifizierten Qualitäten reichen kann.
Laminierte Duroplaste bieten hohe mechanische Festigkeit, Dimensionsstabilität, Steifigkeit, ein hohes Festigkeits-Gewichts-Verhältnis sowie gute elektrische, Feuchtigkeits- und Temperaturbeständigkeit. Bei der Herstellung dieser Mehrschichtmaterialien ist es wichtig, die Fasern gründlich mit Harz zu benetzen und überschüssiges Harz zu entfernen.
Laminat muss auf Dicke verfestigt und alle eingeschlossene Luft, Feuchtigkeit und Lösungsmittel abgelassen werden, um Porosität im Material zu vermeiden. Die Aushärtungszeit ist unbedingt erforderlich, um sicherzustellen, dass das Material weder über- noch untergehärtet ist.
Anwendungen für diese laminierten Verbundmaterialien umfassen Schalttafeln und Klemmenbretter, Starter/Generator/Fernsehisolierung, Dichtungen, Unterlegscheiben, Zahnräder oder jedes andere Produkt, bei dem hohe Vorschub- und Schnittgeschwindigkeiten vorhanden sind.
Ausgehärtete Laminate, auch Hochdrucklaminate genannt, werden in über 70 Standardqualitäten gemäß den Spezifikationen der National Electrical Manufacturers Association (NEMA) hergestellt. Dieselben Grundwerkstoffe finden sich in Formlaminaten und Formmazerierten, wo die Werkzeugkosten durch die Produktionsmengen gerechtfertigt sind und die Bearbeitung aus Flachlaminaten unwirtschaftlich ist.
Thermoplaste im Formpressverfahren
Genau wie sein duroplastisches Gegenstück bieten Thermoplaste eine großartige Alternative zu Metallteilen, bei denen Korrosion ein Problem darstellt. Es hält rauen, sogar toxischen Umgebungen stand und bietet im Vergleich zu alternativen Materialien ein viel besseres Finish für die damit verbundenen Kosten.
Es gibt zwei Kategorien von thermoplastischen Polymeren: amorph und halbkristallin. Amorphe Thermoplaste bilden keine kristalline Struktur. Oberhalb der Glasübergangstemperatur (Tg) sind die Polymermodule fest und es ist genügend Energie vorhanden, um die Bewegung der Moleküle zueinander zu fördern, sodass bei diesen Temperaturen die Formgebung stattfinden kann.
Polyetherimid (PEI) ist ein Beispiel für ein amorphes thermoplastisches Polymer. Seine Tg beträgt 423 °F und seine Prozesstemperatur liegt zwischen 575° und 625 °F. Nylons können amorph oder halbkristallin sein. Anders als halbkristalline Polymere können amorphe thermoplastische Polymere bei Temperaturen geformt werden, die näher an ihrer Tg liegen.
Teilkristalline Polymere haben Bereiche, in denen das Polymer eng zusammengepackt ist und ein Kristallgitter bildet, sowie Bereiche, in denen es amorph ist. Der Kristallinitätsgrad in einem bestimmten Teil hängt vom Polymertyp und der Abkühlgeschwindigkeit ab. Poly-Ether-Ether-Keton (PEEK), Poly-Ether-Keton-Keton (PEKK) und Poly-Phenylen-Sulfid (PPS) sind alle teilkristalline thermoplastische Polymere.
PEEK: Tg – 290 °F, Prozesstemperaturbereich – 715 °F bis 740 °F.
PEKK: Tg – 312 °F, Prozesstemperatur – 645 °F bis 690 °F.
PPS: Tg – 192 °F, Prozesstemperatur – 550 °F bis 620 °F.
Neben ihrer kategorialen Einteilung gibt es Thermoplaste in drei Materialformen. Die erste sind die Gewebe-Prepregs, die ein übliches Karbon- oder Glasfasergewebe verwenden, bei dem ein thermoplastisches Harz in das Gewebe eingearbeitet ist.
Sie werden auch als Semipregs bezeichnet, da sich das Harz größtenteils an der Oberfläche befindet, bis hohe Temperaturen eingeleitet werden, um den Imprägnierprozess einzuleiten. Diese anschmiegsamen Materialien werden hauptsächlich bei großen kontinuierlichen Strukturen verwendet.
Die zweite Materialform bezieht sich auf verstärkte thermoplastische Laminate (RTL), mehrlagig orientierte Laminate, die sich in den verwendeten Materialien und der Anzahl der gebildeten Schichten sowie in Breite und Länge unterscheiden und als solche klassifiziert werden nach Klasse, Klasse, Harz und Ausrichtung.
RTLs wurden dem Hochdruck-Hochtemperatur-Tiefziehverfahren unterzogen, um eine optimale Faserbündelimprägnierung des thermoplastischen Harzes zu erreichen. Da RTLs schnell erhitzt und verarbeitet werden können, wird es in Thermoformprozessen mit kurzen Zyklen verwendet.
Die dritte Materialform, in der Thermoplaste existieren, ist ein thermoplastisches Unitape, das in der Breite variiert, einschließlich der Qualität der geschnittenen Formmasse, oder ein Achtel-Inch-Schlitzband. Der Vorteil dieser Form liegt in der Effizienz beim Einsatz von automatisierten Tapelege- und Faserplatzierungsanlagen und der Vielzahl an Automatisierungslösungen.
Im Vergleich zu Duroplasten haben Thermoplaste höhere anfängliche Rohstoffkosten gegenüber Duroplasten und höhere Werkzeugkosten aufgrund der höheren erforderlichen Verarbeitungstemperaturen. Im Gegensatz zu Duroplasten, die eine Kühllagerung und einen Kühltransport erfordern, gibt es bei Thermoplasten keine chemische Reaktion, sodass sie bei Raumtemperatur ohne Verschlechterung ihrer Eigenschaften gelagert werden können.
Weitere Vorteile von Thermoplasten sind hohe Festigkeit, Schrumpffestigkeit und Flexibilität. Thermoplaste sind für Anwendungen mit geringer Belastung oder mechanischen Teilen mit hoher Belastung geeignet. Das Gewichts-Leistungs-Verhältnis von Thermoplasten sowie seine Vielseitigkeit und Recyclingfähigkeit machen es ideal für hochvolumige Präzisionsanwendungen. Im Gegensatz zu Duroplasten ist der Aushärtungsprozess reversibel, da keine chemische Bindung stattfindet. Wenn es recycelt und wiederverformt wird, werden seine physikalischen Eigenschaften nicht beeinträchtigt.
Der Hauptnachteil der Verwendung von Thermoplasten anstelle von Materialien wie Metall ist ihr relativ niedriger Schmelzpunkt. Bestimmte Arten minderwertiger Thermoplaste können schmelzen, wenn sie längere Zeit der Sonne ausgesetzt sind. Einige Thermoplaste können auch eine schlechte Beständigkeit gegenüber organischen Lösungsmitteln und Kohlenwasserstoffen aufweisen.
Ein weiterer Nachteil von Thermoplasten ist ihre Kriechneigung, die auftritt, wenn sich das Material bei Dauerbelastungen dehnt und schwächt. Die Kriechneigung wird durch die niedrigere Schmelztemperatur des Materials noch verstärkt. Andere Arten von Thermoplasten, wie beispielsweise Verbundwerkstoffe, können brechen, anstatt sich unter hohen Belastungsbedingungen zu verformen.
Häufig verwendete Thermoplaste
Häufig verwendete Thermoplaste umfassen Polyethylen (PE), Polyvinylchlorid (PVC) und Polystyrol (PS) sowie Acryle, Fluorpolymere, Polyester, Polyimide und Nylons. Sie werden in einer Reihe von Anwendungen eingesetzt, von Kunststoffbehältern bis hin zu Flaschen, Plastiktüten, Seilen, Gurten, Komponenten für Luft- und Raumfahrtanwendungen, medizinischen Geräten und vielem mehr.
PEEK ist ein hochleistungsfähiges, teilkristallines, organisches thermoplastisches Polymer, das in einer Reihe von technischen Anwendungen verwendet wird. Es ist farblos und organisch und gehört zur Familie der Polyaryletherketone (PAEK). Als fortschrittliches Biomaterial weist PEEK hervorragende mechanische und thermische Eigenschaften, Kriechbeständigkeit bei hohen Temperaturen, geringe Entflammbarkeit und widerstandsfähige Eigenschaften auf.
Die mechanischen und chemischen Beständigkeitseigenschaften von PEEK bleiben bei hohen Temperaturen sowie in organischen und wässrigen Umgebungen erhalten und eignen sich daher ideal für Anwendungen wie Lager, Kolbenteile, Pumpen, Kompressorplattenventile, elektrische Kabelisolierung, die in der Automobilindustrie, Luft- und Raumfahrt, chemischen Verarbeitung und vielen anderen verwendet werden Anwendungen. Es wird auch bei der Herstellung von Medizinprodukten und Implantaten verwendet.
Da PEEK bei relativ hoher Temperatur schmilzt, entstehen thermostabile sowie elektrisch und wärmeisolierte Teile. Wie andere teilkristalline Materialien unterliegt es bei der Kristallisation Dimensionsänderungen und Schrumpfung, obwohl dies leicht im Prozess berücksichtigt werden kann.
Ein weiteres Material der PAEK-Familie ist PEKK. Auch als hochleistungsfähiges teilkristallines thermoplastisches Polymer betrachtet, bietet es Festigkeit, Hitze- und Chemikalienbeständigkeit sowie geringe Entflammbarkeit, ideal für anspruchsvolle Anwendungen. Obwohl PEKK ähnlich ist wie PEEK, ersetzt ersteres eine der flexiblen Etherbindungen in der Materialzusammensetzung, was es zu einem steiferen Ketonangebot macht.
PEI ist ein amorpher Thermoplast mit hohen mechanischen, thermischen und elektrischen Eigenschaften, Festigkeit und Steifigkeit. Wenn es mit Glasfaser verstärkt wird, bietet es eine höhere Zugfestigkeit, Steifigkeit und verbesserte Dimensionsstabilität.
Als Kunststoff besitzt es ähnliche Eigenschaften wie Polyarylsulfone (PSU, PPSU), jedoch ähnliche Vorteile. Es bietet Kriechfestigkeit über einen weiten Temperaturbereich, Hydrolyse und Dimensionsstabilität bei einer hohen Dauerbetriebstemperatur sowie elektrische Isolierung, Beständigkeit gegen Strahlung, Chemikalien wie Chlor und andere ätzende Reinigungsmittel.
Polyethylen hoher Dichte (HDPE) ist ein weiterer häufig verwendeter Thermoplast. Es wird aus dem Erdgas Ethan gewonnen, dessen Moleküle beim Erhitzen auf 1500 °C auseinanderbrechen. Eines der abgetrennten Moleküle ist das Gas Ethylen, das im Polymerisationsprozess zu einem Harz wird und Polyethylen produziert. Polyethylen wird zur Herstellung einer Reihe verschiedener Kunststoffarten verwendet, darunter Polyethylen niedriger Dichte (LDPE) und Polyethylenterephthalat (PET oder PETE).
Die Eigenschaften von HDPE machen es beständig gegen viele Lösungsmittel, schlag- und witterungsbeständig, es hat ein hohes Dichte-zu-Festigkeits-Verhältnis, was bedeutet, dass es leicht und stark ist, und es ist ideal für das Recycling und die Wiederverwendung, weshalb es häufig das Material der Wahl ist für Flaschen oder Taschen, sowie Spielzeug, Pfeifen, Bauholz und Feuerwerkskörper.
Direkte Langfaser-Thermoplaste (DLFT) sind im Wesentlichen Langfaser-Thermoplaste (LFT) in direktcompoundierter Form. Es handelt sich um eine Art Verbundmaterial, bei dem thermoplastische Polymere verwendet, mit Faserverstärkungen und anderen Additiven gemischt, geformt und unter Druck ausgehärtet werden, um ein starkes Material zu erzeugen, das geometrische Flexibilität und schnellere Zykluszeiten bietet.
Bei DLFT spielt die Größe eine Rolle. Es ist ideal für große Automobilteile, da die kleinsten Teile mindestens 2 Pfund wiegen sollten, obwohl 4 Pfund oder mehr bevorzugt werden. Es kann dort eingesetzt werden, wo geringeres Gewicht und höhere Leistung erwünschte Materialeigenschaften sind. Es kann verwendet werden, um dekorative Oberflächen mit Texturen herzustellen, die eine minimale Nachbearbeitung erfordern.
Während DFLT recycelt und wiederverwendet werden kann, ohne seine Leistung zu beeinträchtigen. Nachteile sind höhere Werkzeugkosten, begrenzte Hitzebeständigkeit, eingeschränkte echte Klasse-A-Fähigkeit und geringere Dimensionsstabilität im Vergleich zu Duroplasten.
Wie bereits erwähnt, gibt es unzählige Harz- und Faserkombinationen, die zu einer Vielfalt von Materialien und Materialeigenschaften führen, die im Formpressprozess genutzt werden können. Daher ist es wichtig, das Wissen und die Unterstützung von Experten zu nutzen, die Sie durch die Prozess- und Materialentscheidungen, um sicherzustellen, dass Ihre Anwendung und Ausgabe optimal funktioniert und die gewünschten Ergebnisse liefert.
Vor- und Nachteile des Formpressens
Beim Formpressen werden Verbundteile unterschiedlicher Komplexität hergestellt, die mit denen aus Metall vergleichbar sind. Sie bieten die gleichen Festigkeits- und mechanischen Eigenschaften, übertreffen jedoch Metalle in ihrem Gewichts-Leistungs-Verhältnis, ihren Korrosionsschutz- und elektrisch isolierenden Eigenschaften und erfordern weniger Nachbearbeitung, um die geometrischen Spezifikationen zu erfüllen.
Einer der größten Vorteile des Formpressverfahrens ist die Leichtigkeit, mit der Rippen und andere Einsätze zum Zeitpunkt des Formens eingebaut werden können, was die Notwendigkeit von Sekundärprozessen reduziert oder vollständig eliminiert. Mit einem Prozess können mehrere zusammengebaute Teile durch ein komplexes Formpressteil ersetzt werden.
Die Möglichkeit, Sekundärprozesse zu integrieren, reduziert den Bedarf an Arbeitskräften und Teileinventur und minimiert Materialausschuss und Inspektionszeiten. Ein weiterer Vorteil sind die niedrigen Werkzeugkosten und der Bedarf an kostengünstigerem Investitionsmaterial sowie die Tatsache, dass es an die Automatisierung angepasst werden kann. All dies führt zu Kosteneinsparungen, ohne Kompromisse bei Leistung, Qualität und Leistung einzugehen.
Nachteile des Formpressens sind, dass das Verfahren für sehr filigrane Teile oder Teile mit Hinterschneidungen, seitlichen Auszügen oder kleinen Löchern nicht ideal ist, da es durch Prozessfluss und Druck zu kleinen Verzügen oder Brüchen kommt. Aus Prozesssicht konkurriert das Formpressen in vielerlei Hinsicht mit dem Spritzgießen, abgesehen von den durch Heiz- und Kühlprozesse verlängerten Zykluszeiten, die bei der Verwendung von Duroplasten und Thermoplasten im Formpressprozess entscheidend für die Leistung und Qualität der Teile sind.
Besuchen Sie unsere Seite Formpressen, um mehr über kundenspezifische Formpressen zu erfahren.
Kontaktieren Sie uns bezüglich Ihres Bedarfs an hydraulischen Pressen.

