Refractory brick presses, a compaction press variant, are used to form refractory bricks that are resistant to high temperatures. Refractories are also considered composites, as they are made of complex configurations of several materials and used in massive quantities.
Hydraulic presses for refractory bricks products are most used in countries as Mexico, India, China, United States, Vietnam, Indonesia, Brazil, Russia, Turkey and Germany.
Types of Refractories
The types of refractories can be categorized by chemical nature, fusion temperature, or method of manufacturing.
- The chemical nature involves three groups: acid refractories, basic refractories, and neutral refractories.
- The fusion temperature varies according to the type of refractory. Normal refractory fusion temperature ca be around 1580 ~ 1780 °C, used for fire clay. There is also the high refractory process, where the temperature would reach up to 2000 °C, and super refractory, with temperatures above 2000 °C.
- The method of manufacture can vary from hand molded to fused cast, dry press and industrial un-formed and formed refractories, where refractory hydraulic presses are used.

Materials and Applications used in Refractory Brick
Principal raw materials utilized in refractory bricks include fireclays, mainly hydrated aluminum silicates; minerals of high aluminum oxide content, such as bauxite, diaspore, and kyanite; sources of silica, including sand and quartzite; magnesia minerals, magnesite, dolomite, forsterite, and olivine; chromite, a solid solution of chromic oxide with the oxides of aluminum, iron, and magnesium; carbon as graphite or coke; and vermiculite mica.
Minor raw materials include zirconia, zircon, thoria, beryllia, titania, and ceria, and other minerals containing rare-earth elements.
Mostly used for blast furnace tops and lining, open hearth steel furnaces, lime kilns, cement kilns, forge furnaces, pottery kilns and domestic firebricks, refractory materials are designed to withstand the most critical wear conditions: high thermal shock, high abrasion, high chemical attack and extreme thermal exposure.
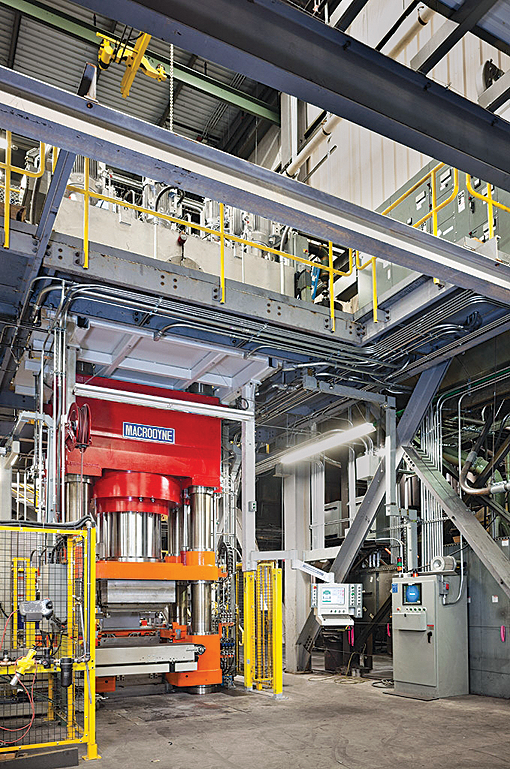
Refractory Brick Hydraulic Press
Hydraulic presses for refractory brick applications are available in a variety of configurations with many optional features, depending on the specific process requirements. These presses can be single or multi-action, featuring 4-column or monolithic frame types. They can be supplied as a standalone piece of equipment or as part of an automated cell complete with automated feeders and material handling equipment.
The press itself typically consists of a slide actuated by a main cylinder, mold table located between the slide and the bed actuated by mold cylinders and a charger which is attached to the mold table.
The top plunger or plungers are attached to the slide and are used to define the size and shape of the bricks. The bottom plunger or plungers are attached to the bolster bed and are partially engaged in the mold cavity.
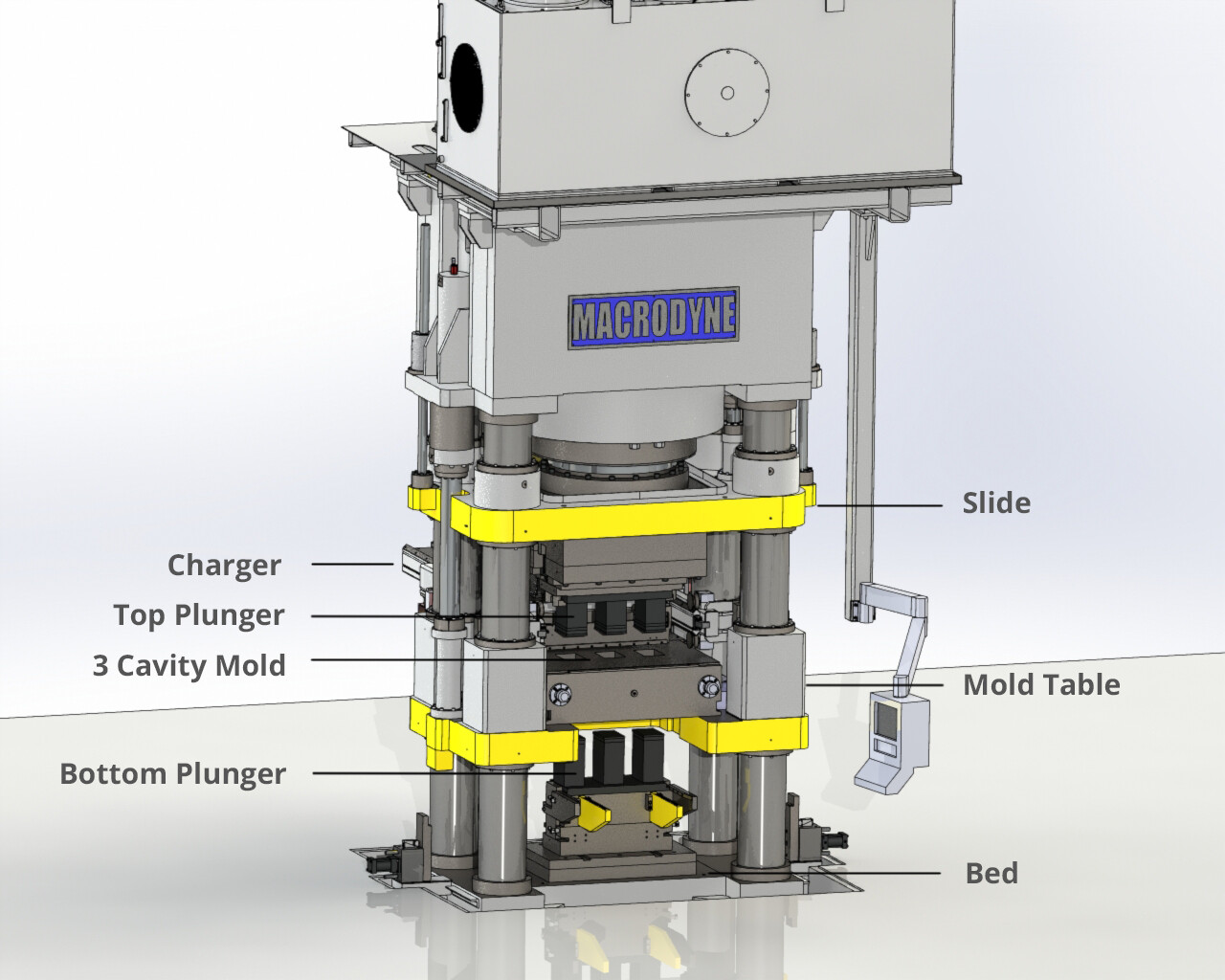
The mold is attached to the mold table and can comprise a single cavity or multiple cavities with different sizes and shapes.
The charger box assembly is used to mix the brick material and provide the correct volume to the mold.
Among the configurable options are chargers, box arrangement with blender assembly, part load and unload devices, mixers, robots, ejectors, automated weigh feeders, high speed controllers, CBH Ring adapters and optional heated platens.

The manufacturing of refractory brick includes six general steps: mining and storage of raw materials, preparing raw materials, forming the brick, drying, firing and cooling, de-hacking, and storing finished products.
The refractory hydraulic press is used for the brick forming step of the process. After discharging the brick mix from the charger box, the material is transferred into the cavity of the mold, at the specific location (height) to ensure the material will be sealed from the bottom by the lower plungers.
The slide in conjunction with the top plungers descends, compressing the brick material to a specific thickness, forming the final brick size.
After final pressing, the mold table travels down exposing the compressed brick for the unloading process which can be accomplished via robot or specially designed conveyor based unloading system.
To achieve the uniform brick density during compacting, the mold table can travel down slightly to eliminate friction between the brick and the wall of the mold cavity. After the bricks are molded, they are transferred to the furnace for further steps in the production process.
Refractory brick hydraulic presses are used in the brick industry to lower the carbon emission footprint, increase operational efficiencies, and enhance safety, as our equipment is designed in and manufactured in accordance with leading industry standards.
Visit our Refractory Brick page to learn about custom Refractory Brick Presses.
Contact us about your hydraulic press needs.

